Сварка конструкций различных сооружений и зданий
Корпуса вращающихся цементных и обжиговых печей могут иметь длину до 230 и диаметр до 7 м (рис. XIX. 18). Корпус печи диаметром до 3,6 м изготовляют на заводе в виде готовых отдельных монтажных элементов (обечаек), которые потом собирают. При большем диаметре невозможно транспортировать готовые обечайки корпуса, поэтому их изготовляют из трех частей (третинок) либо не заваривают один продольный стык обечайки и сворачивают ее до габаритного диаметра. Последний способ возможен при толщине корпуса не более 30 мм. 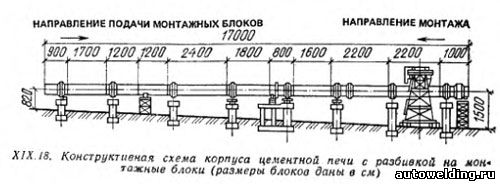
На монтажной площадке собирают из третинок обечайки в вертикальном положении и выполняют швы сваркой с принудительным формированием шва либо кантуют обечайки и автоматами сваривают под флюсом швы в нижнем положении. Затем готовые обечайки собирают в зоне действия козлового крана большой грузоподъемности в монтажные блоки и на роликовом стенде сваривают кольцевые стыки под слоем флюса по ручной подварке. Если конструкции поставляют обечайками, свернутыми на заводе до габаритных размеров, их разворачивают на монтажной площадке и сваривают продольный шов автоматом. Затем в вышеуказанном порядке собирают обечайки в монтажные блоки и сваривают их. Готовые монтажные блоки вместе с бандажами монтируют на спорах и затем автоматами сваривают стыки между блоками под слоем флюса по ручной подварке. Стыки бандажей, поставляемых половинками, соединяют электрошлаковой сваркой. Галереи трактов подачи материалов в металлургическом и других производствах иногда сооружают в виде трубных оболочек, диаметром до 10 м со стенками толщиной 6—14 мм, с внутренними кольцами жесткости. Оболочки галереи изготовляют на заводах рулонами длиной 12 м. На монтажной площадке рулоны разворачивают и собирают трубы, накатывая на полотнища блоки из внутренних колец жесткости, соединенных балками, и прихватывая полотно к жесткостям. Собранную секцию галереи переносят на роликовый стенд, где механизированной сваркой порошковой проволокой заваливают нахлесточный продольный шов трубы, кольцевые швы полубандажей на концах секции и швы колец жесткости. Дальнейшее укрупнение секций в монтажные блоки зависит от условий строительной площадки и наличия механизмов. Газовоздухопроводы большого диаметра на монтаж также поставляют рулонами. Из-за отсутствия внутренних колец жесткости трубы из развернутого полотнища формируют с помощью инвентарного барабана и лебедок (рис. XIX.19). Сформированную секцию трубы освобождают от барабана и переносят на роликовый стенд, где соединяют замыкающий нахлесточный шов механизированной сваркой порошковой проволокой или другим способом, а также собирают готовую секцию со следующей и сваривают кольцевые стыки. Монтажные соединения газовоздухопроводов обычно выполняют на полубандажах. 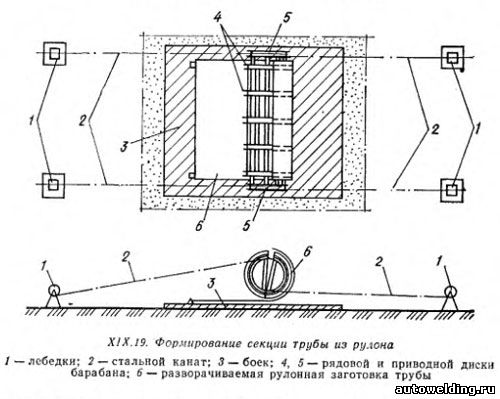
Автоматическая и механизированная сварка порошковой самозащитной проволокой постепенно завоевывает все большее место при монтаже сварных конструкций из-за высокой производительности, качества и простоты процесса, не требующего дополнительной газовой аппаратуры, флюса и газа. Их применяют при сооружении многих объектов, насыщенных листовыми конструкциями при их укрупнении и монтаже. Олимпийские спортивные комплексы в Крылатском, на проспекте Мира, многие промышленные объекты сооружены с помощью этих способов. Малышев Б.Д. Сварка и резка в промышленном строительстве, т.2. -М. 1989
| 

