Сварка мартенситно-стареющих сталей
Состав, структура сталей и их назначениеМартенситно-стареющие стали отличает особый механизм упрочнения, основанный на выделениях иитерметаллидов типа Ni (Ti, Al), Ni3Ti, Ni3Mo при нагреве 400—550 °С твердых растворов железа с никелем и добавками различных элементов замещения При этом обеспечивается σв= 1500÷2000 МПа, а для ряда композиций до 2800 МПа. Максимальное упрочнение при старении достигается в безуглеродистых сплавах как необходимом условии предотвращения связывания легирующих элементов в карбиды. Поэтому образующийся при закалке таких сталей мартенсит сравнительно мягок (σв = 700÷1100 МПа) и пластичен. Основной системой легирования мартенситно-стареющей стали, обеспечивающей максимальный уровень прочности, является железоникелевый сплав (18—25% Ni), содержащий добавки Mo, Со, Ti и Al (Н18К9М5Т, Н18К8М5ТЮ, Н18К12М5Т и др.). Другой распространенной системой, обеспечивающей уровень прочности σв≤1600 МПа, является железохромоникелевый сплав (10—13% Сг и 5—10% Ni) с добавками Me, Со, Ti и А1 (Х11Н10М2ТЮ, Х12Н9К4МВТ, 03Х12К14Н5М5Т и др.). В структуре этих сталей может быть 10—40 % остаточного аустенита Третьей системой легирования мартенситно-стареющих сталей, обеспечивающей уровень прочности σв≤1500 МПа, является сплав Fe с 12% Ni и дополнительным легированием Сu, Mn, V и другими элементами, вызывающими умеренное старение (Н12М2Д2ТЮ, 03H12X5M3, Н8Г4ФЗД2 и др.). Четвертой системой легирования - является железоникелькобальтовый сплав (9% Ni — 4% Со) с добавками карбидообразующих элементов и содержанием С 0,2—0,4 %. Смешанный карбидно-интерметаллидный механизм упрочнения обеспечивает уровень прочности σв = 1300÷2000 МПа. Химический состав некоторых мартенситно-стареющих сталей и их свойства приведены в табл. 20.1 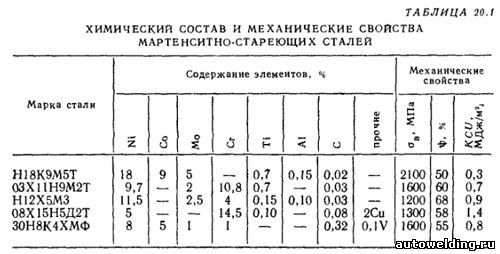
Микроструктура типичных мартенситно-стареющих сталей представляет так называемый «массивный» мартенсит в виде пакетов ферритиых пластин, разделенных малоугловыми границами. Высокая плотность дислокаций и границ в объеме мартенсита обеспечивает однородное распределение выделяющихся при старении частиц с расстоянием между ними 0,2—0,5 мкм. Мартенситно-стареющие стали изготавливаются в виде поковок, штамповок, листов, отливок, прутков и проволоки, в том числе и сварочной Для стабилизации значений пластических характеристик, увеличения усталостной прочности и предотвращения водородного охрупчиваиия применяется вакуумный переплав металла, повышающий чистоту по содержанию неметаллических включений, газов и примесей Цветных металлов. Для уменьшения содержания углерода и азота в иекоторых случаях применяют электронно-лучевой переплав. Относительно высокая стоимость мартенситно-стареющих сталей ограничивает применение конструкциями, где на первый план выдвигается необходимость обеспечения повышенной удельной прочности, в том числе и при сварке закаленных элементов, при низкой чувствительности к наличию надрезов и трещииоподобиых дефектов Типичные области применения: оболочки летательных аппаратов, корпуса двигателей, сосуды высокого давления, изделия криогенного назначения и др. Свариваемость сталейФазовые и структурные превращенияПо свариваемости мартенситно-стареющие стали превосходят широко используемые углеродистые легированные стали. Они мало чувствительны к образованию горячих и холодных трещин; обеспечивают повышенный уровень механических свойств сварных соединений в нетермообработанном состоянии и возможность достижения равнопрочности основному металлу проведением после сварки старения. Высокая прокаливаемость мартенситно-стареющих сталей предопределяет получение мартенситной структуры независимо от скорости охлаждения после аустенитизации. Повышенное содержание легирующих элементов может сместить температуру окончания мартенситного превращения ниже комнатной, что обусловит наличие в структуре определенного количества остаточного аустенита. Другой причиной его появления является нагрев закаленной стали на температуру, близкую к 600 °С, что приводит к обратному α—γ-превращению. Как при сварке в термоупрочненном, так и отожженном состоянии старение в зоне термического влияния происходит там, где нагрев достигал температур 480—540 °С. В тех случаях ЗТВ, где температура была 650 °С, мартенсит распадается на феррит и обогащенный никелем и, следовательно, стабильный аустенит. При охлаждении до комнатной температуры эти структурные составляющие сохраняются и не претерпевают изменений в результате старения после сварки. 20.2.2. Сопротивляемость ГТБлагодаря низкому содержанию углерода в большинстве марок мартенситно-стареющих сталей сопротивляемость ГТ находится на высоком уровне (табл. 20.2). Случаи поражения сварных швов горячими трещинами наблюдались при содержании С 0,1—0,2 % или наличии в сварочной проволоке редкоземельных элементов свыше 0,03 %. Сварочная проволока не должна также содержать Са, В и Zr. Легирование Со до 5% приводит к увеличению сопротивляемости трещинам. 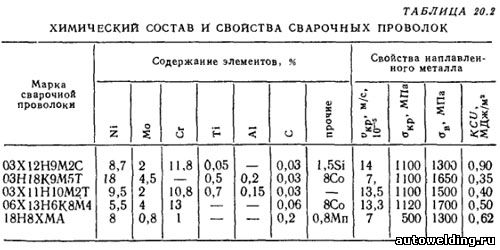
Сопротивляемость XTБезуглеродистые и малоуглеродистые мартенситно-стареющие стали проявляют чувствительность к образованию XT только в присутствии Н. Неравномерность распределения водорода по зонам сварного соединения предопределяет места преимущественного зарождения трещин по центру сварного шва, линии сплавления и карбидной сетке в зоне термического влияния. Особенно неблагоприятна многопроходная сварка, при которой увеличение продолжительности пребывания металла в температурном интервале выпадения карбидов и интерметаллидов приводит к росту размеров включений, повышению локального напряженного состояния и концентрации Н, облегчающих зарождение трещин. Предотвращение образования XT достигается при наличии в структуре свыше 20 % остаточного аустенита. Действие легирующих элементов обусловлено в основном влиянием двух факторов: изменения растворимости Н и содержания остаточного аустенита в металле шва. При мартенситной структуре повышение содержания Мо и Ni ухудшает, а Мn и Со увеличивает сопротивление холодным трещинам в соответствии с изменением растворимости Н. В то же время Ni и Мо могут играть положительную роль, если при легировании образуется остаточный аустенит. Структурные и технологические дефекты сварных соединенийНизкий уровень содержания элементов-раскислителей (С, Si и Мn) в мартенситно-стареющих сталях обусловливает определенные трудности с предотвращением образования пористости, несплавлений и загрязненности неметаллическими включениями металла шва. Развитие указанных явлений в существенной мере зависит от содержания Аl и Ti, определяющих также и уровень прочности соединения. Типичное содержание Аl и Ti в сварочных проволоках вызывает неравномерное окисление легирующих элементов в зоне сварки и, как следствие, нестабильность состава и свойств металла шва. Окисление титана, кроме того, приводит при сварке малых толщин к образованию на поверхности металла шва местных утолщений в виде пленки окислов, а также криволинейной форме соединения вследствие повышенного эффекта блуждания дуги (перемещения анодного пятна на участок металла, свободного от шлаков). Специфический дефект сварных швов—дендритный излом, сопровождаемый резким ухудшением ударной вязкости и усталостной прочности металла шва. В первую очередь этому способствует укрупнение размера зерна в металле шва с более высоким содержанием Ni при чрезвычайной устойчивости возникшей крупнозернистой структуры к различного вида термической обработке (структурная наследственность). Другая причина связана с высокой химической неоднородностью распределения элементов, в частности Ti и Мо, способствующих неравномерному распаду твердого раствора при старении с образованием скоплений грубых частиц по границам крупнозернистого металла. Обычно применяемая для предотвращения грубокристаллитной структуры металла шва регламентация 1,5—4 % δ-феррита, препятствующего прорастанию дендритов через несколько слоев, ограничена только группой нержавеющих мартенситно-стареющих сталей, где возможно добиться необходимого соотношения между феррито- и аустенитообразующими элементами. Технология сварки и свойства сварных соединенийСпособы сварки плавлениемМартенситно-стареющие стали могут свариваться всеми видами сварки. Благодаря специфическому механизму упрочнения технология изготовления различных изделий из этих сталей отличается простотой и надежностью. Это связано как с возможностью сваривать без подогрева и последующего немедленного отпуска, так и обеспечить близкие к основному металлу свойства применением после сварки простой операции старения. Наиболее распространенными способами сварки мартенситно-стареющих сталей являются ЭЛС и аргонодуговая сварка вольфрамовым электродом: импульсная, с поперечными колебаниями электрода, со сканирующей дугой (для малых толщин) и в щелевую разделку (для больших толщин). Указанные способы сварки обеспечивают мелкозернистое строение металла шва, малый перегрев околошовной зоны и близкие к основному металлу механические свойства. Для устранения глубоко залегающих дефектов применяют вращающийся неплавящийся электрод при осевой подаче присадочной проволоки. Используемые присадочные проволоки обычно имеют близкий к основному металлу состав (табл. 20.2). Для компенсации потерь упрочняющих элементов при выгорании их содержание может быть увеличено по сравнению со свариваемой сталью. К достаточно распространенным способам дуговой сварки следует отнести ручную штучными электродами с покрытием и автоматическую под слоем флюса. Имеется ряд работ о возможности получения качественных сварных соединений при использовании самозащитной порошковой проволоки или сварке в углекислом газе. Весьма перспективно применение лазерной сварки, позволяющей получить соединения с большей стойкостью против коррозионного растрескивания, чем при ЭЛС и АДС. Способы сварки давлениемКонтактная стыковая сварка сопротивлением весьма подходит для соединения мартенситно-стареющих сталей. Этот способ с успехом применяется, когда необходимо получить более или менее одинаковые сварные детали, и он очень удобен при проведении предварительных опытов по нахождению оптимальных условий сварки. Наиболее широко распространена контактная точечная сварка. Сравнительно мягкий и пластичный мартенсит предотвращает преждевременное разрушение по присущему этому типу соединений концентратору напряжений, что наблюдается при сварке обычной высокопрочной стали. Для изготовления единичных деталей применяется диффузионная сварка и сварка взрывом. Для определенных деталей перспективна сварка трением. Меры предотвращения дефектовДля предотвращения пористости при сварке все материалы и агрегаты должны быть скрупулезно чистыми. Детали, изготовленные резанием с использованием СОЖ, необходимо обезжирить, а затем промыть горячей водой для удаления натрийсодержащих веществ на свариваемых кромках, вызывающих пористость и интенсивное разбрызгивание. Для снижения концентрации растворенных элементов и получения более гладкого сварного шва кромки листа должны быть по возможности скошены. Особое внимание следует уделять закреплению и установке свариваемого изделия в приспособлении. При некачественной подгонке сварочных стыков, когда зазоры в корневой части составляют около 1,6 мм, предотвращение горячих трещин представляет серьезную проблему. Особо подвержены растрескиванию при кристаллизации угловые швы, поскольку проплавление более тонкой пластины увеличивает ширину зазора между сварочными кромками, тем самым задерживая кристаллизацию центральной части шва. Сопротивляемость горячим трещинам можно повысить увеличением коэффициента формы шва, что достигается переходом от однопроходной к двухпроходной сварке, увеличением угла разделки кромок и изменением состава защитного газа. Сварка на пониженных токах также способствует устранению трещин вследствие перехода от швов с вогнутой формой к выпуклой. Для предупреждения формирования по высоте сварного шва осевого столба кристаллитов и возникновения древовидного излома при многопроходной сварке следует стремиться к щелевой разделке кромок. Целесообразно также менять от слоя к слою направление сварки, что дезориентирует структуру металла шва, снижая чувствительность к горячим трещинам и образованию дендритного излома. Этим же целям служит и сварка на оптимальных скоростях, приводящая к смене ячеистой на дендритную структуру металла шва. Для предотвращения холодных трещин следует ограничивать содержание Н в соединении менее 0,5—0,8 см3/100 г. Это достигают как проведением обезводороживающего отжига основного металла и сварочной проволоки, так и отпуска или старения после сварки в интервале 300—540 °С. Следует тщательно контролировать проведение многопроходной сварки, добиваясь отсутствия мартенситного превращения в нижележащих слоях перед выполнением последующих слоев (сварка с предварительным и сопутствующим подогревом, регулирование термического цикла сварки и др.). Это уменьшает уровень максимальных напряжений I и II рода и предотвращает карбидные выделения в корне шва, являющиеся местами аккумуляции водорода и зарождения холодных трещин. Для гомогенизации и измельчения структуры металла шва перед окончательной термообработкой целесообразно проводить нормализацию с температур 1000—1050 °С. Это позволяет получать соединения с близкими к основному металлу пластическими и вязкими свойствами. Механические свойства сварных соединенийПроведение после сварки упрочняющей термообработки делает сварное соединение равнопрочным основному металлу в случае идентичности химического состава. Однако небольшое снижение пластичности и вязкости металла шва может определить возникновение хрупкого разрушения, когда в условиях высокопрочного состояния уровень данных показателей для основного металла близок к минимально допустимым. Поэтому уровень прочности металла шва обычно не стремятся повысить сверх σв-1700 МПа. В тех случаях, когда для обеспечения работоспособности конструкции важна ударная вязкость, применяют сварку без последующей термообработки. При этом предел прочности соединений близок σв-1000 МПа при KCU = 1 МДж/м2. При многослойной сварке применяют подогрев, предотвращающий охлаждение наплавленных слоев ниже температур γ—α-превращения с явлением подстаривания. В противном случае старение мартенсита нижних слоев сопровождается возрастанием прочности и твердости и снижением вязкости металла шва. При этом достигается комплекс механических свойств, промежуточный между свойствами закаленного и термоупрочненного состояния. Для ряда мартенситно-стареющих сталей повышения надежности сварных соединений достигают отказом от проведения старения после сварки или применяют подстаривание при более низкой температуре (~350 °С) для ограничения уровня прочности металла шва и околошовной зоны. Служебные свойства сварных соединенийТемпература эксплуатации мартенситно-стареющих сталей не превосходит 400 °С в связи с явлениями старения и перестаривания. Высокая хладностойкость позволяет успешно эксплуатировать сварные изделия до температур -70--100 °С, а из отдельных марок стали и при криогенных температурах. Важнейшее свойство сварных изделий — высокая несущая способность при приложении статических нагрузок, в том числе и при наличии концентраторов напряжений. Это не касается конструкций, работающих в условиях вибрационных нагрузок, где преимуществ по сравнению с высокопрочными низколегированными сталями не наблюдалось. При σ0.2≥1400 МПа в ряде случаев отмечалось ускоренное развитие трещин в сварных соединениях. Другим перспективным направлением использования мартенситно-стареющих сталей является износостойкая наплавка.
| 

