Сварка конструкций резервуаров
Вертикальные цилиндрические резервуары низкого давления (по 2 кПа) с конической крышей для хранения «темных» нефтепродуктов изготовляют вместимостью от 100 до 5000 м3. Со сферической крышей выпускают резервуары вместимостью 10 000—50 000 м3. Для уменьшения потерь от испарения «светлых» продуктов сооружают резервуары с понтонами и с плавающими крышами (рис. XIX.20). Предполагается сооружение резервуаров вместимостью до 100 000 м3. 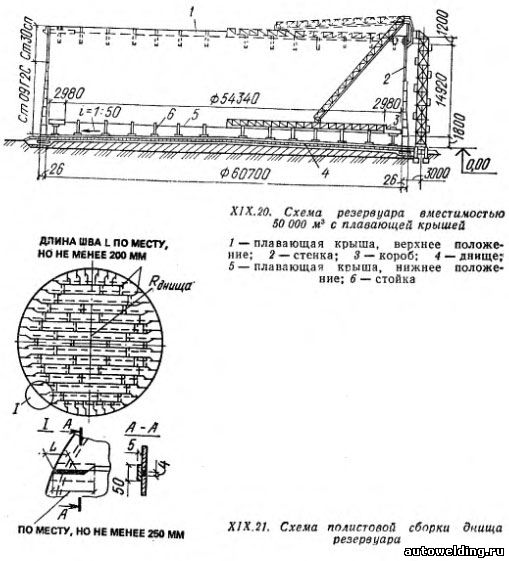
Резервуары сооружают, в основном, из рулонных заготовок днища, корпуса и полотна плавающей крыши и щитовой кровли. Метод рулонирования широко распространен в СССР для резервуаров вместимостью до 50 000 м3, у которых нижние листы корпуса из стали 16Г2АФ имеют толщину до 18 мм. При большей вместимости растет толщина стенок корпуса, что ограничивает его рулонирование. Резервуары, расположенные в труднодоступных местах, сооружают полистовой сборкой. При полистовой сборке резервуара листы днища укладывают от центра к краям основания резервуара полосами, перекрывающими друг друга (нахлесточные соединения), и закрепляют сборочными приспособлениями или прихватками. Днище резервуаров объемом до 5000 м3 имеет прямые окрайки, а днище резервуаров большего объема — сегментные окрайки. Окрайки располагают по размеченной на основании окружности. Соединения листов несегментных окраек должны быть частично переделаны из нахлесточных в стыковые с подкладкой путем вырезки «лыски» в нижнем листе на расстоянии 250—400 мм от края днища (рис. XIX.21). Эти стыки заваривают на длине 200 мм от края и зачищают шлифовальной машинкой усиление шва в местах опирания первого пояса, после чего монтируют листы первого пояса и сваривают участки вертикальных стыковых швов, примыкающие к днищу на высоту 150—200 мм. Днище полистовой сборки сваривают в следующем порядке: сварка поперечных швов; сварка продольных швов, не доходя до окрайков на 700—800 мм; сварка кольцевого уторного шва, соединяющего днище с первым поясом (сварку ведут 2—4 пары сварщиков или автоматом); окончание сварки Стыковых и нахлесточных швов окрайков; сварка замыкающего контypa — сначала всех поперечных швов между окрайками и полотном, аатем незаваренных участков продольных швов. Все швы выполняют ручной дуговой сваркой в два слоя или механизированной сваркой порошковой проволокой ПП-АНЗ, или автоматами Н-2, а тавровые швы — автоматами Т-2 (разработаны ВНИИМонтажспецстроем на базе трактора ТС-35) тоже порошковой проволокой. Вертикальные швы стенки резервуара полистовой сборки выполняют ручной дуговой, механизированной и автоматической сваркой порошковой проволокой. Швы сваривают с двух сторон с обязательной зачисткой корня шва перед сваркой с другой стороны. Горизонтальные швы сваривают ручной дуговой, а также механизированной сваркой порошковой проволокой или автоматической с использованием установки «Циркоматик». В целях уменьшения протяженности монтажных швов, выполняемых в неудобных вертикальном и горизонтальном положениях, применяют укрупнение конструкций стенки по 2—4 листа со сваркой их швов автоматами на стендах-качалках. При рулонном способе сооружения резервуаров объем сварочных работ при их монтаже в 7—8 раз меньше, чем при полистовом способе, так как основной объем сварки выполняют заводы, изготовляющие рулонную заготовку на механизированных установках. На монтажной площадке сваривают швы между развернутыми из рулонов полотнищами днища; вертикальные замыкающие швы стенки; тавровые швы, соединяющие стенку с днищем; соединительные швы щитов кровли; а в случае сооружения резервуара с понтоном или плавающей крышей — швы, соединяющие полотнища с понтонами; швы крыши, а также другие вспомогательные швы понтонов, горизонтальных площадок, жесткостей, лестницы и т. п. Полотнища днища соединяют нахлесточными швами ручной дуговой сваркой или другими способами (автоматической иод флюсом, механизированной порошковой проволокой, автоматами Н-2). Сварку ведут от центра к краям, начиная со среднего монтажного шва, при этом недоваривают около 2 м до окрайков для облегчения последующей их сборки с полотном и уменьшения деформации днища. Сварку швов днища автоматом Н-2 ведут в один проход порошковой проволокой СП-2 диаметром 2,5 мм при сварочном токе 440— 460 А, напряжении 32 В, скорости подачи проволоки 106*10-3 и скорости сварки 4,3*10-3 м/с. В окрайках резервуаров вместимостью до 5000 м3 включительно, поставляемых заводами отдельно от рулонов, делают «лыску» так же, как при полистовой сборке, и сваривают стыки на остающейся подкладке на длину 200 мм от края. Окрайки собирают между собой и с полотнищем днища на временных прихватках. В резервуарах большего объема стыковой шов на остающейся подкладке между сегментными окраинами выполняют также длиной 200 мм от края. Стык сегментных окрайков собирают с зазором 4 мм у края Ч до 10—12 мм к центру резервуара. Это необходимо в связи с тем, что после сварки таврового шва зазор значительно уменьшится от усадки. Сегментные окрайки собирают с полотнищем днища на временных прихватках. Затем разворачивают рулоны стенки резервуара, собирают вертикальные стыки стенки и соединение стенки с днищем с помощью сборочных приспособлений. Вертикальные соединения стенки у резервуаров вместимостью до 5000 м3 делают нахлесточными. Перед сваркой уторного шва заваривают участки вертикального стыка первого пояса, примыкающие к днищу, на высоту 200—300 мм. Уторный шов выполняют ручной или механизированной сваркой одновременно несколько пар сварщиков, расположенных по обе стороны стенки равномерно и движущихся в одном направлении. Сваривают обратноступенчатым способом со ступенями длиной 600—650 мм в несколько слоев. Так же, как при полистовой сборке, можно применять автомат Т-2 с порошковой проволокой СП-2. Вертикальные стыки стенки сваривают с двух сторон нахлестки сплошными швами с общим направлением снизу вверх, а в пределах каждого пояса сверху вниз обратноступенчатым способом ручной дуговой сваркой. У резервуаров вместимостью 10 000 м3 и более монтажные соединения стенки делают стыковыми. При толщине листов 6 мм и более делают V-образную разделку, обращенную внутрь резервуара, а при толщине 12 мм и более — Х-образную (рис. XIX.22). Стык собирают особенно тщательно, не допуская отклонений формы резервуара в месте стыка. Ручную сварку стыка выполняют одновременно 2—3 сварщика, для чего стык разделяют на равные по наплавленному металлу участки и устраивают подмости, предохраняющие работающего внизу сварщика от искр металла. Сварку ведут обратноступенчатым способом с общим направлением сверху вниз в пределах участка, выделенного сварщику. Заварив шов с внутренней стороны, вырубают или вышлифовывают корень шва с внешней стороны и сваривают подварочный шов. В резервуаре вместимостью 50 000 м3 замыкающий вертикальный стык разделяют на 4 участка, сварку которых выполняют секциями одновременно 4 сварщика обратноступенчатым способом со ступенями длиной 200—220 мм; общее направление сварки на каждом участке сверху вниз; разделка V-образная с раскрытием внутрь; корневой слой сваривают изнутри, зачищают его снаружи и выполняют наружный шов, после чего заваривают внутренние слои шва. Стыки первых восьми поясов стенки из стали 16Г2АФ сваривают без подогрева при температуре выше 5°С, при более низкой температуре применяют предварительный подогрев до 120—160°С. Для лучшего сохранения тепла и предотвращения возникновения пор при сварке корневого шва стык закрывают с наружной стороны уголком. 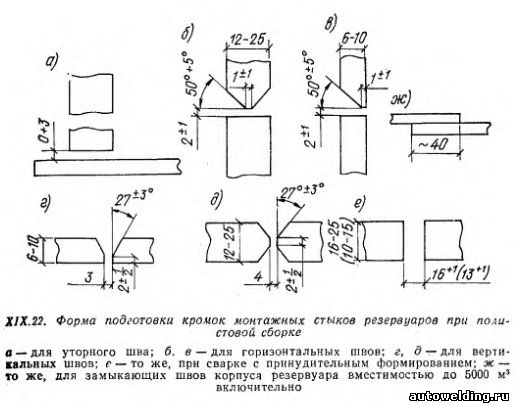
Нахлесточные соединения щитового покрытия резервуаров сваривают вручную либо автоматом Н-2. Автоматическую сварку шва с катетом 4 мм выполняют порошковой проволокой СП-2 диаметром 2,5 при токе 440—460 А, напряжении 28—30 В, скорости подачи проволоки 133*10-3 м/с, вылете 30 мм, скорости сварки 13,9*10-3 м/с. Щиты купольных покрытий резервуаров вместимостью от 10 000 до 30 000 м3 предварительно укрупняют в сфероцилиндрические «лепестки» длиной 17—20 м из 2—3 частей и сваривают швы между ними. По мере разворачивания стенки таких резервуаров к верхней кромке с внутренней стороны укрепляют на сварке блоки опорного кольца и в центре днища устанавливают стойки с центральным щитом; «лепестки» покрытия устанавливают на опорное кольцо и центральный щит. Понтоны или плавающие крыши собирают и сваривают на днище резервуара. При монтаже резервуаров вместимостью 50 000 м3 одновременно с разворачиванием стенки монтируют верхнее кольцо жесткости в виде площадки и элементов промежуточных жесткостей — сварных двутавров. Имеется опыт разворачивания рулонов стенки этого резервуара в горизонтальном положении (рис. XIX.23) на стенде, установленном на днище. Размеры стенда обеспечивают размещение на нем полотнища длиной около 30 м. Затем на развернутой части стенки резервуара устанавливают и приваривают верхнюю площадку и промежуточные кольца жесткости и вместе с каркасом стенда ставят ее в проектное положение, освобождают каркас стенда и собирают на нем следующую часть стенки. Это перспективный способ для сооружения более крупных резервуаров (вместимостью до 100 000 м3). 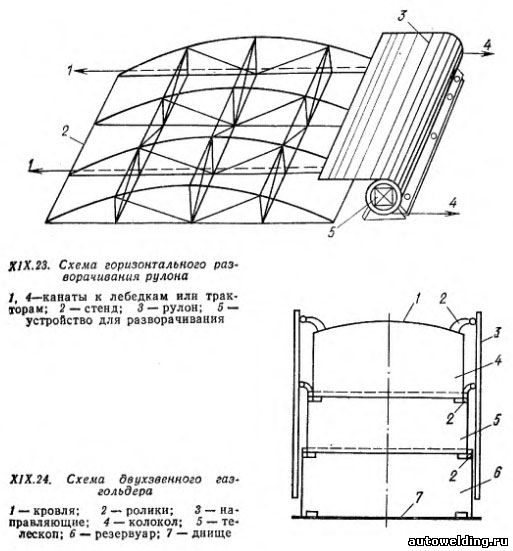
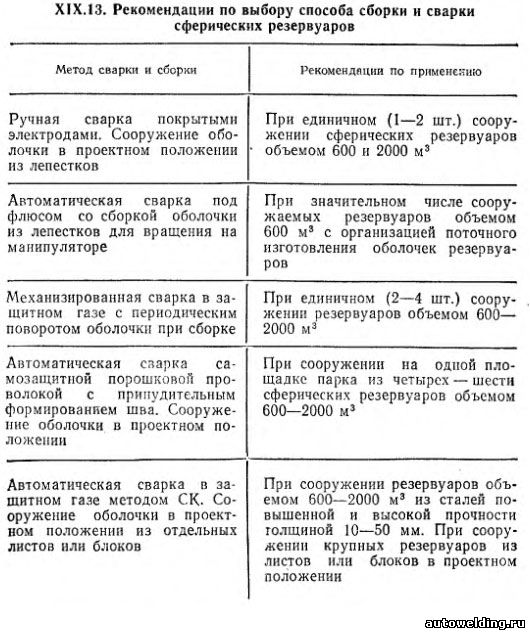
Мокрые газгольдеры (рис. XIX.24) предназначены для хранения газообразных продуктов. Они представляют собой емкости с переменным объемом газа, что достигается подъемом или опусканием подвижных частей газгольдера (колокола и телескопа). Газгольдеры объемом до 30 000 м3 монтируют из рулонных заготовок днища, корпуса резервуара, стенок телескопа и колокола. Корпус газгольдеров большего объема сооружают методом полистовой сборки, однако не исключено применение рулонного метода и для более крупных газгольдеров. Днища газгольдера монтируют так же, как при полистовой или рулонной сборке днища резервуара. Рулоны корпуса, телескопа и колокола можно разворачивать поочередно или параллельно. По мере разворачивания монтируют опорные конструкции и затворы. Затем устанавливают перекрытие колокола, собирают крышу, направляющие и другие конструкции. Крышу монтируют и сваривают из отдельных листов в полосы или секторы на стеллаже, сооруженном на карнизе резервуара. Готовые полосы или секторы надвигают на перекрытие и сваривают между собой, образуя нахлесточные соединения. Возможен также рулонный метод монтажа крыши. В сухих газгольдерах все конструкции — днище, корпус, днище шайбы монтируют из рулонных заготовок и сваривают аналогично резервуарам. Каркас крыши собирают внизу на днище и поднимают целиком. Кровлю монтируют листами или картами и сваривают вручную и автоматами Н-2. Возможен подъем крыши, собранной на днище, давлением воздуха. Бункера могут иметь прямоугольное и круглое сечения, они предназначены для хранения сыпучих материалов. Прямоугольные бункера монтируют плоскостями, собранными и сваренными из отдельных листов. Конусные части круглых бункеров монтируют из отдельных листов, цилиндрические части (если сооружается на одной монтажной площадке значительное их число) собирают из рулонных заготовок или укрупненными на стендах монтажными блоками. Силосы и декомпозеры по конструкции аналогичны круглым бункерам. Сферические резервуары (табл. XIX.12) для хранения продукта под давлением в сжиженном или газообразном состоянии изготовляют объемами 600 и 2000 м3. Оболочка резервуаров состоит из штампованных или свальцованных элементов-лепестков. В зависимости от метода изготовления раскрой оболочки меняется (рис. XIX.25). Подготовка кромок лепестков оболочки зависит от способа их сварки (табл. XIX.13). Оболочку собирают из отдельных лепестков, блоками из нескольких лепестков и полушариями. При сооружении единичных резервуаров применяют поэлементную сборку оболочки. Для сборки устанавливают опоры резервуара, а в центре временную тумбу, на которой укладывают днище. На днище укрепляют монтажную стойку из трубы, удерживающую тяжами из уголков монтируемые элементы. Затем собирают последовательно листы первого и других поясов, закрепляя стыки монтажными приспособлениями. По окончании монтажа и выверки оболочки выполняют швы ручной дуговой сваркой в последовательности, указанной на рис. XIX.26. 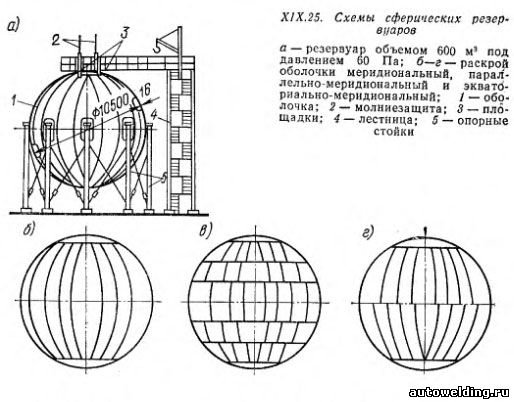

Швы сваривают одновременно два сварщика секциями, а при Х-образной разделке — двусторонними секциями. При толщине стенок 28 мм и более применяют предварительный подогрев до 120— 160°С. Другие способы сборки и сварки оболочек предусматривают предварительное укрупнение лепестков в блоки, что позволяет организовать работы в закрытом помещении и вести их широким фронтом (рис. XIX.27). 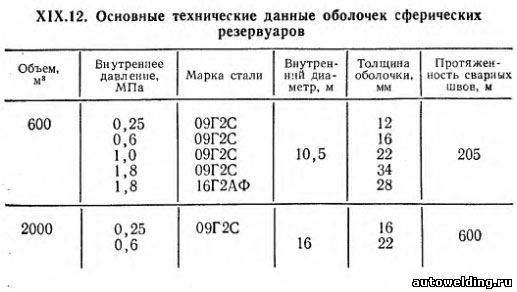
Вертикальный стык между элементами собирают с помощью приспособлений и после выверки сваривают прерывистым корневым швом, а затем сплошным швом электродами УОНИ 13/55. В таком же порядке собирают горизонтальный стык. Вертикальные и горизонтальные стыки блоков могут быть, выполнены ручной дуговой сваркой или механизированной сваркой в углекислом газе, а также порошковой проволокой. Механизированную сварку (табл. XIX.14) первого корневого шва производят с наружной стороны, затем зачищают шов с обратной стороны шлифовальной машинкой и выполняют многослойный вертикальный и горизонтальный швы, при этом горизонтальный шов сваривают одновременно два сварщика от середины шва к краям. 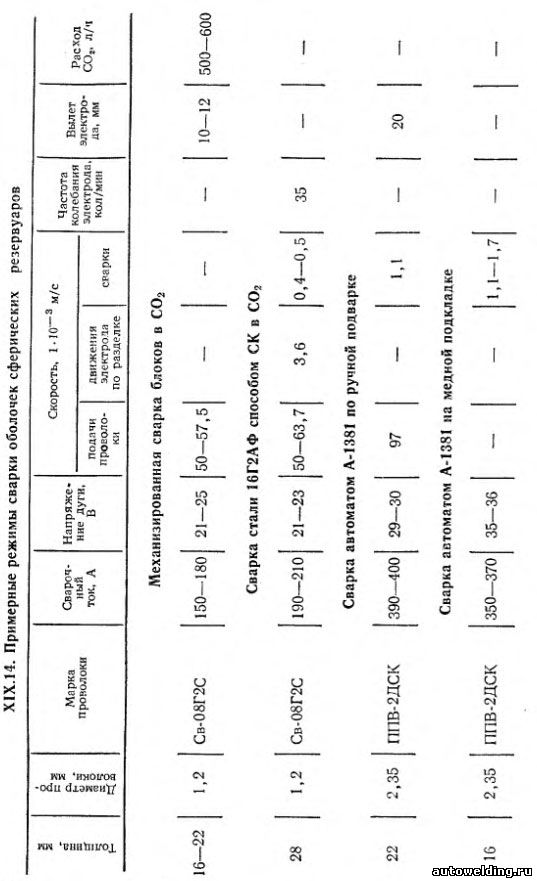
При сборке блоков оболочки вместимостью 2000 м3 применяют для вертикальных швов сварку автоматом А-1381 с принудительным формированием шва, а также сварку способом СК автоматом СК-4 для швов с V- и Х-образной разделками. Способ СК (рис. XIX.28) и автомат СК-4 разработаны ВНИИМонтажспецстроем. Сварку этим способом стыковых швов с V-образной разделкой выполняют за один проход с формированием обратного усиления медной прокладкой; сварку Х-образных швов ведут за два прохода, перед сваркой первого прохода устанавливают с противоположной стороны в разделку медный пруток. Примерный режим сварки способом СК приведен в табл. XIX.I4. 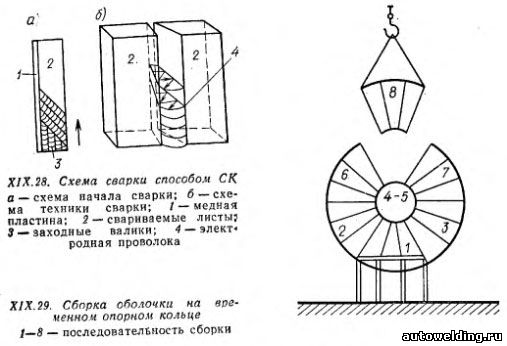
Сборку оболочки полушариями осуществляют на горизонтальном стенде, начиная с двух противоположных блоков (лепестков), при этом верхнее и нижнее полушария собирают на одном и том же стенде для обеспечения совпадения замыкающего кольцевого стыка. Стыки между блоками полушарий соединяют корневым швом ручной или механизированной сваркой. Затем нижнее полушарие перекантовывают и устанавливают на манипулятор или на временную тумбу для дальнейшей сборки с верхним полушарием и сварки всех швов. При применении высокопроизводительной сварки оболочек под флюсом на манипуляторах различной конструкции необходимо предварительно выполнить подварочный шов во всех стыках оболочки для обеспечения прочности оболочки при вращении на манипуляторе и для удержания сварочной ванны при автоматической сварке. Такая технология сварки целесообразна при организации поточного изготовления резервуаров, сооружаемых на одной площадке в значителыном количестве. Опыт такой организации выявил основные положения технологии поточного монтажа. Блоки оболочек резервуаров собирают из трех-четырех лепестков и сваривают их корневые швы. Оболочку собирают из блоков на временном инвентарном опорном кольце (рис. XIX.29), соединяя блоки корневыми швами; переносят оболочку на манипулятор и закрывают пневматическим укрытием (ОУС-600/2000) весь сварочный пост, включая манипулятор с оболочкой и сварочной площадкой, сварочное оборудование и т. п., затем все швы оболочки соединяют автоматической сваркой под флюсом, выполняют врезку и приварку люков, патрубков, опорных стоек, контроль качества швов и исправление дефектов, после чего демонтируют пневматическое укрытие и переносят резервуар па фундамент козловым краном. Таким образом, все работы по подготовке блоков, сборке оболочек, их сварке и монтажу на проектную отметку производятся параллельно, что обеспечивает ввод в эксплуатацию резервуарного парка в короткий срок. При механизированной сварке оболочек резервуаров вместимостью 600 и 2000 м3 с периодическим поворотом организуют работу по укрупнению элементов оболочки в монтажные блоки одновременно со сборкой и сваркой оболочки. Укрупняют лепестки с постановкой их на ребро и сваривают в углекислом газе вертикальные и горизонтальные швы так же, как это было указано выше. Оболочки из нескольких блоков собирают тоже с горизонтальной ориентацией лепестков; таким образом соблюдается единообразие процесса сварки, применяемого оборудования и материалов, что улучшает специализацию сварщиков, повышает производительность и качество paбот. Для осуществления этого способа устанавливают на фундамент опорные стойки с кронштейнами для подмостей. На двух диаметрально противоположных стойках укрепляют гнезда для осей вращения оболочки. Центральную стойку собирают с днищем и куполом и приваривают к ним блок из двух полностью сваренных лепестков. К наружной поверхности днища и купола приваривают фланцы с осями вращения. Эту конструкцию устанавливают на стойки, совмещая оси вращения с гнездами, блок при этом должен быть обращен выпуклостью вниз. Для облегчения поворота оболочки внизу между стойками сооружают круглый бак с водой, на оболочку опускают первый блок. Затем к этому блоку по порядку присоединяют и приваривают следующие блоки, поворачивая конструкции так, чтобы стыки были в горизонтальных положениях при сборке и сварке. При монтаже оболочки усилия на поворотные опоры уменьшаются за счет плавучести конструкции. Для применения автоматической сварки швов оболочек с принудительным формированием, без вращения на манипуляторе оболочки резервуаров вместимостью 600 или 2000 м3 собирают из блоков непосредственно на фундаменте в проектном положении. Экваториальные стыки блоков, собираемых с установкой на ребро, сваривают автоматами А-1381 самозащитной проволокой ППВ-2ДСК в вертикальном положении; горизонтальные стыки, имеющие при толщине до 22 мм V-образную разделку раскрытием с наружной стороны и зазором 2—4 мм, подваривают с внутренней стороны оболочки в два слоя электродами УОНИ 13/45. Затем собирают оболочку из блоков, предварительно оборудовав катучие подмости внутри нее и снаружи. Блоки соединяют также с внутренней стороны ручной сваркой в два слоя. Таким образом, для автоматической сварки с принудительным формированием остаются только меридиональные швы между блоками, так как экваториальные сваривают при укрупнении. Меридиональные швы сваривают с внешней стороны оболочки автоматами А-1381 (см. табл. XIX.14). Начальный участок стыка длиной 50—100 мм так же, как кольцевые стыки оболочки с днищем и куполом, сваривают вручную электродами УОНИ 13/45. Сварка с принудительным формированием может быть также выполнена без предварительной ручной подварки. Для этого на монтажных стыках собранной в проектном положении оболочки устанавливают и приваривают с внутренней стороны скобы, необходимые для закрепления стыков при сварке, а с внешней стороны устанавливают направляющие для автомата А-1381. К тележке автомата прикрепляют резак от аппарата «Радуга» или другого типа, при движении тележки по направляющей производят резку кромки лепестка для получения V-образной разделки меридиональных стыков, При толщине металла 16 мм угол раскрытия разделки должен быть 42°, а зазоры в стыках 6±2 мм. С внутренней стороны оболочки устанавливают медную подкладку для обратного формирования шва. Автоматическую сварку выполняют на режиме, приведенном в табл. XIX.14. При сооружении оболочки резервуара из стали 16Г2АФ толщиной 28 мм, с применением способа СК для сварки меридиональных швов, оболочку монтируют на фундаменте из подготовленных блоков, стыки которых сварены этим же способом (см. выше). После подгонки Х-образных стыков между блоками с требуемым зазором 4±1 мм устанавливают и приваривают с внутренней стороны скобы и укрепляют в разделке стыка медный пруток для уменьшения подсоса воздуха и лучшего формирования шва. Один блок не монтируют до окончания сварки с внешней и внутренней сторон и удаления из оболочки скоб, всех лестниц и приспособлений, кроме лестниц, необходимых для сварки швов последнего блока. Сначала спаривают все меридиональные швы с внешней стороны, а затем (после удаления медного прутка, зачистки шлифовальной машинкой корня шва и разделки, удаления скоб) с внутренней стороны. Режим сварки такой же, как при сварке швов блоков (см. выше). Перед началом сварки производят предварительный подогрев до 120— 160°С начального участка стыка на длине 250—300 мм; в дальнейшем подогрев при сварке не требуется. Сферические резервуары из двухслойной стали собирают методами, аналогичными рассмотренным. Сборочные приспособления приваривают только с внешней стороны оболочки, чтобы не повредить плакирующий слой. Сварные соединения могут быть выполнены ручной или автоматической сваркой. Обычно делают Х-образную разделку стыков. При ручной дуговой сварке несущий слой из низколегированной стали 16ГС сваривают в первую очередь электродами УОНИ 13/55, после чего сваривают плакирующий слой из стали 08Х17Н15МЗТ или 10X17H13M3T; сварку начинают с переходного слоя, выполняемого электродами марки КБ-ЗМ с повышенным запасом аустеничности, а затем сваривают облицовочный слой электродами НЖ-13, СЛ-28 или аналогичными им. При автоматической сварке первоначально сваривают электродами УОНИ 13/55 со стороны плакировки первые 1—2 слоя основного черного металла, чтобы при дальнейшей автоматической сварке основного слоя брызги металла не загрязняли плакирующий слой. Затем автоматической сваркой под флюсом сваривают с внешней стороны оболочки основной слой полностью, применяя проволоку Св-08ГА и флюс АИ-348А. В последнюю очередь выполняют автоматическую сварку плакирующею слоя под флюсом АН-26 проволокой марки Св-08Х19Н11МЗ по слою однофазного металлического порошка марки Х65Н18М13 (рис. ХIХ.30). Таким способом достигается хорошее качество плакирующего шва без сварки переходного шва. Вместо порошка можно использовать порошковую проволоку марки СП-ХНМФ диаметром 3,2—3,6 мм для сварки под флюсом АН-26, для чего требуется незначительное приспособление трактора ТС-35 или ТС-17М под порошковую проволоку. 
Малышев Б.Д. Сварка и резка в промышленном строительстве, т.2. -М. 1989
Сварка сосудов и резервуаровК сосудам
относятся паровые котлы, цистерны для сжиженных газов, химическая
аппаратура и т. д., в которых рабочее давление превышает атмосферное на
0,7 кгс/см2 и выше. Сосуд
обычно состоит из обечаек, сферических днищ и патрубков (рис.
111). 
Вначале собирают
карты из листов, которые сваривают между собой. Затем сваренные карты
изгибают по радиусу в вальцах для получения заготовки обечайки. Потом
сваривают продольный шов с последующей правкой (обкаткой) сваренной
обечайки на вальцах. Сваренные и отвальцованные
обечайки собирают между собой, с патрубками и сферическими днищами.
Кольцевые швы сваривают участками обратно-ступенчатым способом.
Патрубки приваривают либо в одном направлении, если диаметр патрубка не
более 200 мм, либо обратно-ступенчатым способом, если диаметр патрубка
более 200—300 мм. Сваренные сосуды обязательно
проходят специальный контроль на прочность и плотность сварных
соединений. Резервуары,
являющиеся листовыми конструкциями, по форме бывают цилиндрическими и
шаровыми (сферическими).
Цилиндрические резервуары подразделяются
на вертикальные и горизонтальные. Технология сборки и сварки
горизонтальных резервуаров аналогично технологии сборки и сварки
сосудов. 
Вертикальный
резервуар (рис. 112) состоит из днища, корпуса, кровли, шахтной
лестницы и других металлических конструкций. По современной технологии
днище и корпус вертикального резервуара сваривают автоматической
сваркой на заводе, а затем свертывают в рулон и отправляют на место
монтажа. Кровлю также изготовляют по узлам на заводе и отправляют на
место монтажа отдельными узлами (щитами). При монтаже
резервуаров ручной сваркой выполняют кольцевой шов, соединяющий корпус
резервуара с днищем, замыкающий шов корпуса резервуара и другие
сварочные работы. Кольцевой шов выполняют обратно-ступенчатым способом,
а замыкающий шов — снизу вверх участками. Сферические резервуары
собирают из отдельных элементов (лепестков), изготовленных методом
холодной или горячей штамповки, методом взрыва или
вальцовки. Сварку лепестков выполняют в специальных
манипуляторах ручной или автоматической
сваркой. Источник: Фоминых В.П.
Электросварка
| 

