Сварочный пост
Сварочный пост — это рабочее место сварщика, оснащенное комплектом технологически связанного между собой оборудования, необходимыми приспособлениями и инструментом. Сварочные посты могут быть стационарными или передвижными. Стационарный пост представляет собой открытую сверху кабину размером 2000x2500x2000 мм (рис. 6.1). Ее стенки изготовляют из тонкой стали, фанеры или брезента (причем фанера и брезент должны быть пропитаны отнестойким составом, например раствором алюмокалиевых квасцов) и окрашивают светлосерой краской, хорошо поглощающей ультрафиолетовое излучение. Пол выполняют из огнестойкого материала. Освещенность кабины должна составлять не менее 80 лк. Кабину оборудуют местной вентиляцией, обеспечивающей воздухообмен 40 м3/ч. Вентиляционный отсос должен быть расположен так, чтобы выделяющиеся при сварке газы отводились от сварщика. Сварку выполняют на рабочем столе высотой 500...700 мм с чугунной крышкой толщиной 20...25 мм. Для включения источника сварочного тока в кабине устанавливают рубильник или магнитный пускатель. Передвижной пост применяют при сварке крупногабаритных изделий в зоне выполнения сварочных работ. Пост, расположенный на открытой площадке, оборудуют навесом. Для защиты от светового излучения используют складные щиты. 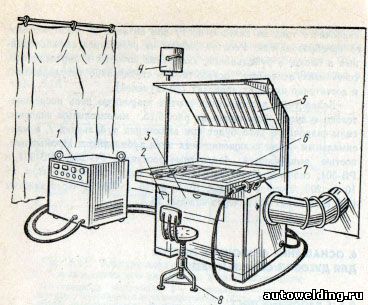
Рис. 6.1. Стационарный сварочный пост ручной дуговой сварки:
1 - источник сварочного тока, 2 - стол для электродов, 3 - ящик для инструмента, 4 - рубильник, 5, 6 - вытяжная камера, 7 - электрододержатель, 8 - стул сварщика См. также:
|


