Технология сварки алюминия А5 закрытой дугой под флюсом
Для получения равномерного оплавления обеих кромок сварного соединения была выбрана схема сварки с расщепленным электродом при поперечном расположении электродных проволок по отношению к шву. Одним из важных параметров режима в этом случае является оптимальное расстояние между электродами, при котором обеспечивается правильное формирование сварного соединения (рис.87, 88). В качестве флюсовых подушек использовали флюсы АН-348-А, ОСЦ-45, ФЦ-6, АН-26, АН-60 и другие, однако лучшие результаты получены при сварке на стальной подкладке. 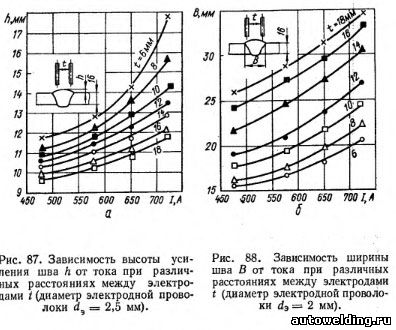
Исследования влияния подготовки свариваемых кромок и сварочной проволоки на качество соединений при сварке по способу ЖдМИ с использованием флюса ЖА-64 показали, что при этом не требуется такой тщательной подготовки кромок, как при других видах сварки. Сваривать можно листы, резрезанные гильотинными ножницами или газоэлектрической резкой. Электродную проволоку перед сваркой необходимо очищать от смазки, а удалять окислы с поверхности не обязательно. При этом обеспечиваются требуемые свойства сварных соединений (табл.19). 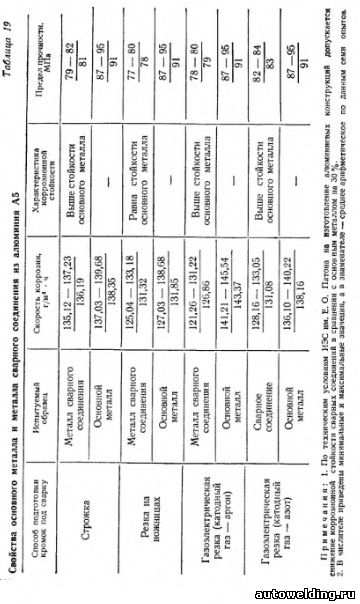
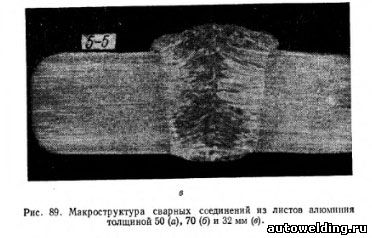
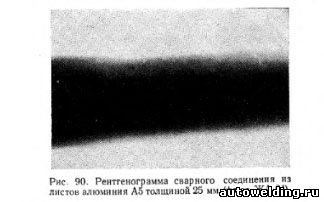
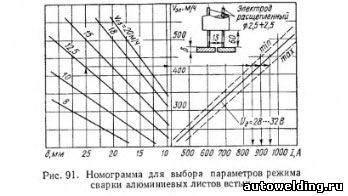
Макроструктура сварных соединений из листов алюминия различной толщины (32,50, 70 мм) показана на рис. 89. Отсутствие пор, трещин, шлаковых включений и других внутренних дефектов в металле шва подтверждается рентгенограммами, одна из которых показана на рис. 90. Все соединения, в том числе и из листов толщиной 75 мм, выполнены за один проход с формированием обратной стороны шва на стальной подкладке. Параметры режима выбраны по номограмме (рис. 91). 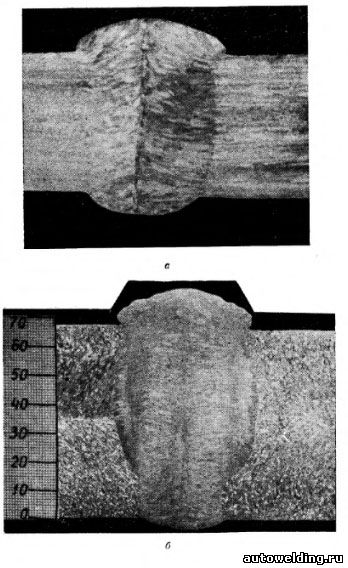
Испытания на коррозионную стойкость сварных соединений и основного металла производили путем травления образцов в кипящей 50%-ной азотной кислоте в течение 2 ч. Скорость коррозии оценивали по потере веса на единицу поверхности в единицу времени (г/м2-ч). Данные испытаний (табл.19) свидетельствуют о высокой стойкости сварных соединений, обычно превышающей коррозионную стойкость основного металла. На основе проведенных исследований и опытов промышленного применения было сделано заключение о том, что при сварке алюминия закрытой дугой способ подготовки кромок не оказывает большого влияния на качество сварных соединений. При хорошей защите металла шва от воздействия внешней среды и его металлургической обработке во всех случаях можно получить необходимое качество сварных соединений. Содержание неметаллических включений в металле шва в зависимости от подготовки основного и сварочных материалов и способа сварки следующее: в основном металле — 0,024%; в металле шва при сварке по слою флюса АН-А1 — 0,035%; в металле шва при сварке по способу ЖдМИ протравленной проволокой под прокаленным флюсом — 0,008%; протравленной проволокой под флюсом после одного месяца хранения — 0,011%; нетравленой проволокой под флюсом после одного месяца хранения — 0,014%. Приведенные данные свидетельствуют о высокой чистоте металла шва, сваренного закрытой дугой. Вероятно, поэтому сварные соединения, выполненные дуговой сваркой под флюсом, обладают весьма высокой электропроводностью (основной металл — 34—35; металл шва, сваренного угольной дугой,— 25—30; металл шва, сваренного под флюсом, — 33—35 м/Ом * мм2). Это имеет особенно большое значение при изготовлении алюминиевых шинэлектролизных ванн, свариваемых до последнего времени по способу Н. Н. Бенардоса угольной дугой. Таким образом, при использовании разработанного способа автоматической однопроходной сварки толстолистового алюминия под флюсом закрытой дугой повышается качество сварных соединений и увеличивается производительность процесса сварки.
|