Технология сварки серебра и его сплавов
Физико-химические свойства серебраСеребро — химический элемент I В группы Периодической системы Д. И. Менделеева с порядковым номером 47 и атомной массой 107,88. Серебро кристаллизуется в кубической гранецентрированной решетке, полиморфных превращений не испытывает. Серебро обладает наибольшими среди металлов электрической проводимостью, теплопроводностью и отражательной способностью. Основные физико-химические и механические свойства серебра приведены ниже: 
Серебро не растворяется в соляной и серной разбавленной кислотах, хорошо растворяется в азотной кислоте, смеси азотной и соляной кислот, в горячей концентрированной серной кислоте, со щелочами не взаимодействует, оксиды серебра малоустойчивы. Потемнение серебра связано с образованием на его поверхности во влажном воздухе, содержащем сернистые соединения, пленки сульфида Ag2S. Поэтому использовать серебро и его сплавы в среде, содержащей сероводород, влажный сернистый газ, а также в контакте с резиной и эбонитом нельзя. Серебро используется в приборостроении в основном для изготовления контактов, в химической промышленности для изготовления сварных конструкций, работающих в особо агрессивных условиях, в криогенной технике, в ювелирной промышленности. Различные примеси даже в небольших количествах значительно понижают проводимость серебра. Серебро подвержено эрозии и имеет низкие параметры дуги по сравнению с другими металлами, хорошо поддается всем видам пластической обработки, сваривается и паяется. Серебро выпускается двух марок: Ср999,9 и Ср999 (ГОСТ 6836—80), содержание серебра в которых составляет 99,99 % и 99,9 % соответственно. Основные примеси: Pb, Fe, Sb, Bi. Основные марки, структура и механические свойстваСеребро образует непрерывный ряд твердых растворов с золотом и палладием, сплавы которых имеют широкое применение. В системе серебро — золото при средних концентрациях компонентов удельное сопротивление, теплопроводность, пластичность максимальны, механическая прочность низкая, корозионная стойкость большая. Золотосеребряные сплавы упрочняют медью, они имеют маркировку ЗлСрМ990-5, ЗдСрМ980-15 и т. д. (ГОСТ 6835—80), где первая цифра указывает содержание золота, вторая — серебра. В сплаве ЗлСрМ990-5 золота содержится 99,0%, серебра 0,5%, остальное—медь. Сплавы этой системы содержат Ag от 0,5 до 33 % (по массе). Сплавы системы Ag — Pd выпускают двух марок: СрПд20 н СрПд40 с содержанием серебра 80 и 60 % соответственно Они обладают свойствами, аналогичными свойствам золотосеребряных сплавов. Ag — Pd — Сu сплав СрПдМ30-20 (ГОСТ 6836—80) содержит 50% Ag, 20 % Сu, 30 % Pd. Сплавы Ag—Pt образуют диаграмму состояния перитектнческого типа с ограниченной растворимостью компонентов. Сплавы с содержанием Pt 10—45 % (по массе) могут подвергаться старению. Термической обработкой этих сплавов можно достигнуть высокой твердости и прочности: до 3600 МПа после закалки при 1000°С и старении при 550 °С. Сплавы Ag — Сu образуют диаграмму состояния эвтектического типа с областями ограниченной растворимости. Старение может значительно повысить механические свойства сплавов. Медь увеличивает твердость и понижает эрозию серебра особенно в области эвтектических сплавов, но ухудшает коррозионные свойства Свариваемость серебра и его сплавовСварка серебра и его сплавов затруднена из-за большой теплопроводности, что требует применения концентрированных источников тепла, применения предварительного подогрева до 500—600 °С. Высокий коэффициент теплового расширения может приводить к появлению значительных напряжений и деформации изделий. Жидкое серебро хорошо растворяет кислород, при кристаллизации металла возможно образование эвтектики Ag2O—Ag с температурой плавления 507 °С, выделение которой охрупчивает металл, а также возможно образование пор. При плавлении и сварке серебро интенсивно испаряется. Содержащиеся в сплавах серебра примеси Al, Сu, Si, Cd могут окисляться при сварке, что будет приводить к потере пластичности сплава. Из-за большой жидкотекучести сварку серебра и его сплавов рекомендуется выполнять в нижнем или слегка наклонном положении. Технология сварки серебра и его сплавовДля сварки серебра и его сплавов применяют газовую сварку, аргонодуговую сварку неплавящимся электродом, используют кузнечную сварку. При газовой сварке используют метанокислородное и ацетилено-кислородное нормальное пламя, а также присадочную проволоку, раскисленную алюминием, и флюс, приготовленный на этиловом спирте из равных количеств буры и борной кислоты. Флюс наносят на соединяемые кромки или присадочную проволоку. Мощность пламени, л/ч: W=(100—150)s, где s — толщина свариваемого металла, мм. Применяют «левый» способ сварки, при этом расстояние от ядра пламени до поверхности сварочной ванны должно быть 3—4 мм. Горелку располагают перпендикулярно или слегка наклонно к свариваемой поверхности. Нагрев осуществляют с максимально возможной скоростью, без перерывов и повторений. Сборку производят, как правило, без прихваток в специальных приспособлениях. Свариваемые кромки и присадочная проволока расплавляются одновременно, причем проволока нагревается до более высокой температуры. Швы весьма склонны к порообразованию. Механические свойства соединений, выполненных ацетилено-кислородной сваркой: σв 98—127 МПа, угол загиба 30—180°. Дуговая сварка вольфрамовым электродом в среде аргона осуществляется постоянным током прямой полярности. Присадочную проволоку выбирают по составу близкой к свариваемому металлу. Возможны ручная и автоматическая сварка. Ручную сварку осуществляют «углом вперед» без поперечных колебаний, угол наклона горелки к свариваемой поверхности составляет 60—70°, присадочная проволока подается под углом 90° к вольфрамовому электроду. Сварка стыковых соединений серебра выполняется в нижнем или слегка наклонном положении. Качественное формирование шва обеспечивается применением формирующих подкладок. Механические свойства соединений из серебра, выполненных аргонодуговой сваркой вольфрамовым электродом, выше, чем при газовой сварке. В табл. 30.1 приведены механические свойства соединений, выполненных аргонодуговой сваркой на листовом серебре марки Ср999,9 толщиной 2 мм. Исходный металл имел предел прочности σв = 161,9 МПа, относительное удлинение δ = 28,5 %, угол загиба α =180°. 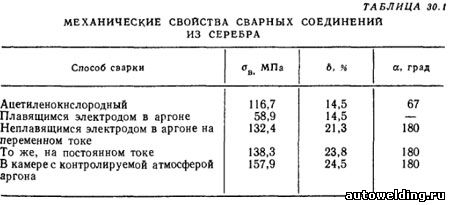
Наиболее стабильными свойствами, близкими к свойствам исходного металла, обладают сварные соединения, выполненные в камере с контролируемой атмосферой, что связано с надежной защитой сварочной ванны. При сварке биметаллических листов низкоуглеродистая сталь — серебро наблюдается большое количество пор, поэтому в ряде случаев рекомендуется использовать промежуточный плакирующий слой из никеля, меди или серебра. При аргонодуговой наплавке серебра на сталь рекомендуется применять флюс следующего состава, % (по массе): 30—35 тетра-фторбората калия, 35—40 криолита, 20—22 фтористого натрия, что приводит к улучшению адгезии серебра к стали.
|


