Точечная контактная сварка
Особенности техники и технологии точечной контактной сваркиПри точечной контактной сварке соединение создается между торцами электродов, подводящих ток и передающих усилие сжатия. Точечной сваркой выполняют нахлесточные соединения листовых элементов одинаковой или разной толщины, соединения накладных деталей из стержневого или профильного проката с листовыми элементами, соединение пересекающихся стержней и др. Конструктивное оформление узлов, конструкций и изделий, предназначаемых для точечной сварки, должно давать легкий и свободный доступ электродов машин к зоне сварки при наиболее простой конфигурации составляющих элементов. Не допускается введение больших ферромагнитных масс в сварочный контур машин, что имеет особо важное значение при использовании машин переменного тока. Сварку точек необходимо производить в последовательности, обеспечивающей наименьшую деформацию изделия. Примеры наиболее распространенных типов сварных соединений на контактной точечной сварке приведены на рис. XIII.4. 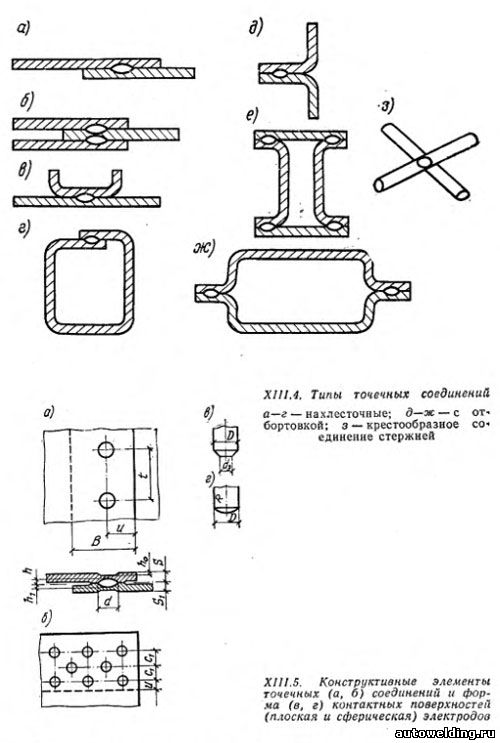
При сварке элементов из низкоуглеродистой стали с толщиной каждой детали s не более 6 мм можно пользоваться следующими ориентировочными значениями основных конструктивных элементов точечного соединения (рис. XIII.5,а, б): 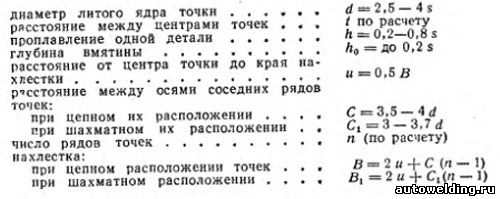
При отношении толщины деталей s/s1>2 минимальная величина нахлестки В и расстояние между осями соседних рядов точек С следует увеличить в 1,2—1,3 раза. При этом допускается увеличение глубины вмятин до 0,3 толщины деталей.Размер и структура сварной точки, определяющие прочность сварного соединения, в значительной степени зависят от формы контактной (рабочей) поверхности электродов (см. рис. XIII.5,в, г). При сварке низкоуглеродистой стали преимущественно используют электроды с плоской рабочей поверхностью. Высокоуглеродистые и легированные стали, а также медь, алюминий и их сплавы сваривают электродами со сферической поверхностью. В зависимости от числа свариваемых точек, схемы подвода тока к электродам и свариваемым деталям применяют следующие основные способы точечной сварки: одноточечная двусторонняя (два электрода, питаемые от одного источника тока, расположены соосно с двух сторон свариваемых деталей); двухточечная односторонняя (два электрода, питаемые от одного источника тока, расположены с одной стороны свариваемых деталей); двухточечная двусторонняя (с каждой стороны свариваемых деталей соосно расположены по два электрода, питаемые от отдельных источников тока); многоточечная односторонняя (несколько пар электродов, питаемые от отдельных источников тока, расположены с одной стороны свариваемых деталей). Наиболее универсальным является способ одноточечной двусторонней точечной сварки, обеспечивающей возможность сваривать элементы строительных конструкций при толщине металла до 30+30 мм. Приводимые ниже данные (табл. XIII.9—XIII.15) относятся к этому способу точечной сварки. 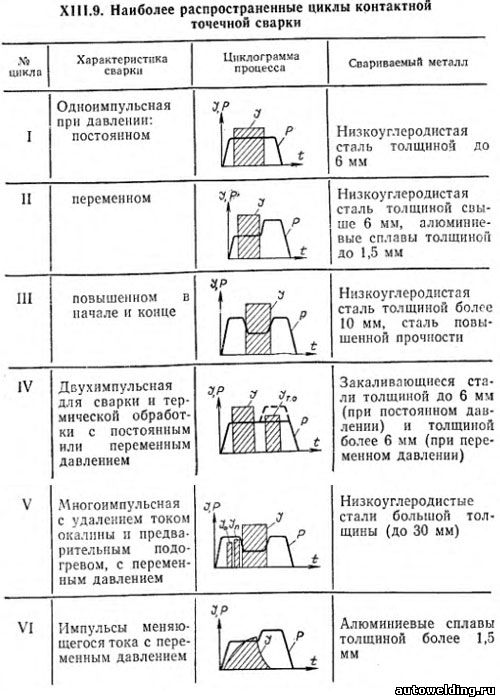
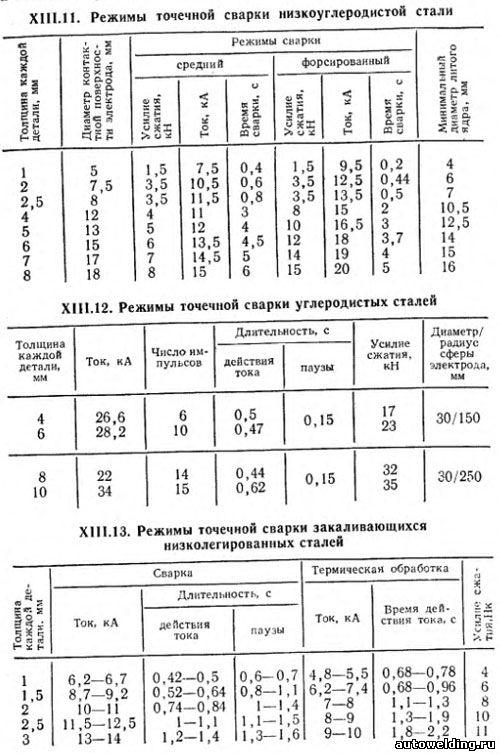
Примечание. В таблице приняты следующие обозначения: I—сварочный ток; Iт.о — ток термической обработки; Iо — ток удаления окалины; Iп — ток подогрева; Р — усилие сжатия; t — время. 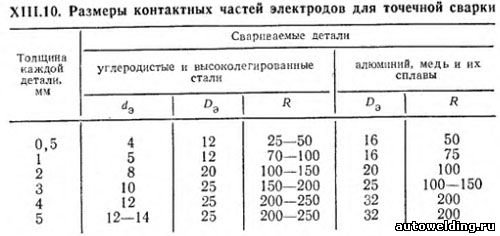
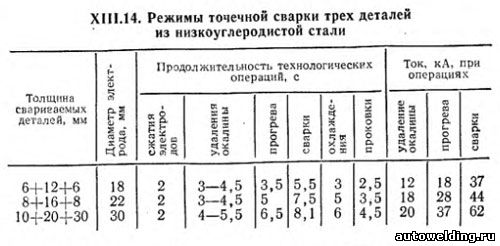
Примечание. Давление при сварке 100 МПа, при остальных операциях 200 МПа. 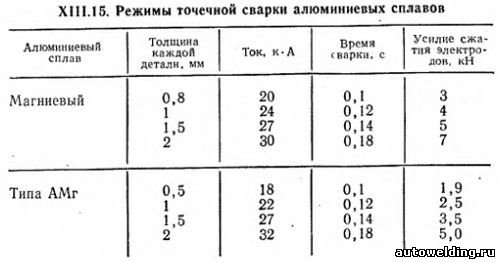
В зависимости от толщины свариваемых деталей и вида металла применяют различные технологические циклы сварки одной точки, отличающиеся характером изменений во времени действия тока I и давления Р. Режимы точечной сваркиОсновными параметрами режима точечной сварки являются: сварочный ток I (или плотность тока I длительность действия импульсов тока t; усилие сжатия или давления электродов Р; диаметр плоской контактной поверхности электрода dэ (см. рис. XIII.5, в, г) или радиус закругления R сферической поверхности электрода диаметром Dэ. В табл. XIII.10 даны размеры контактных частей электродов для точечной сварки деталей толщиной до 5 мм. При расплавлении ядра точки жидкий металл удерживается от вытекания слоями, нагретыми до температуры пластического состояния. Чрезмерная выдержка под током может привести к перегреву ядра, образованию внутреннего или внешнего выплеска металла и продавливанию электродами наружных слоев детали, что приведет к снижению прочности соединения. В ответственных конструкциях (изделиях) рекомендуется одновременно сваривать не более двух деталей. При этом их толщины не должны отличаться более чем в 3 раза. Точечной контактной сваркой можно одновременно сваривать несколько деталей, однако с увеличением числа деталей качество сварного соединения снижается. Во всех таблицах режимов точечной сварки, кроме оговоренных случаев (см. табл. XIII.14), предусматривается соединение двух деталей. В табл. XIII.11 приведены данные о точечной сварке низкоуглеродистой стали двумя режимами (средним и форсированным). В табл. XIII.12—XIII.14 сведены данные о режимах (средних) точечной сварки углеродистых сталей, в табл. XIII.15 — точечной сварки алюминиевых сплавов. Малышев Б.Д. Сварка и резка в промышленном строительстве т.1. -M. 1989 См. также: Контактная сварка, Требования к сварным конструкциям при точечной и шовной сварке, Контроль качества соединений точечной и шовной сварки, Промышленное применение точечной и шовной сварки, Механизация и автоматизация точечной и шовной сварки
| 

