Вентиляция при газопламенной обработке металлов
Кислородно-ацетиленовую сварку рекомендуется проводить на столах, оборудованных типовым укрытием — шкафом с откидными дверцами и козырьком (рис. 38). При устройстве отсосов для газовой резки металлов необходимо учитывать, что вредные вещества распространяются вместе с газовой струей, выходящей из горелки с большой скоростью. Отклонить этот поток в сторону практически невозможно, поэтому приемное отверстие местного отсоса должно быть установлено навстречу пылегазовому потоку. Для ручной и полуавтоматической резки ВНИИОТом предложены столы, короб которых служит приемником (рис. 39). Объем удаляемого воздуха рекомендуется принимать 2000—2700 м3/ч на 1 м2 площади стола. Поверхность стола должна быть не менее чем на 80% закрыта разрезаемыми листами, тогда у места резки будут обеспечены достаточные скорости воздуха во всасывающем потоке. Для сокращения объемов удаляемого воздуха вытяжные воздуховоды целесообразно разделять на секции, снабженные заслонками с ручками. Открыта должна быть та секция, против которой производится резка. Следует учитывать бесполезный подсос воздуха через остальные секции, которые закрываются негерметично (по 800 м3/ч на секцию). При использовании газорезательных автоматов отключение секций может быть автоматизировано с помощью пневматической системы включения и отключения шиберов секции. Техническая документация на вентиляционные устройства при газовой резке распространяется ленинградским ВНИИОТом. 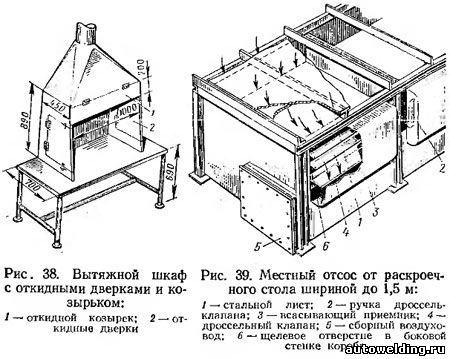
Альбом типовых чертежей местных отсосов и укрытий ОВ-02-151 содержит чертежи отсосов у решетки стола машины для кислородной разделительной резки листовой стали АСШ-2 и из камеры для резки цветного металла и нержавеющих сталей также с помощью АСШ-2. Резка цветных металлов и нержавеющей стали с гигиенической точки зрения более опасна, поэтому;, предусмотрено проведение этих работ в камере с кратностью воздухообмена 350 объемов в час. Предусмотрена подача непосредственно в камеру чистого проточного воздуха в объеме 20% удаляемого, остальной воздух будет поступать в камеру из цеха. Плазменная сварка и резка металлов. При плазменных методах обработки металлов образуются высокодисперсные аэрозоли, в том числе при напылении вольфрама, алюминия токсичные окислы этих металлов. Кроме того, в воздух помещения поступают газы (окислы азота и озон). При плазменной резке также наблюдается выделение аэрозолей разрезаемого металла. В альбоме типовых чертежей ОВ-02-151 представлена кабина, установленная на столе для плазменного напыления (например, алюминиевого порошка пистолетом типа УИП-4-64) или металлизации (оцинковка стали ручным электрометаллизатором М-ЗА). При металлизации выделяется большее количество вредностей, воздухообмен в связи с этим увеличен на 20% по сравнению с напылением. Для установки ХТТ-1-58 для плазменной резки рекомендуется типовой подрешеточный отсос.
| 

