Визуальный метод контроля. Радиационные методы контроля
Этот метод основан на рентгеноскопии материалов с одновременным применением устройств для фиксации изображения. Наиболее широко применяют на практике просвечивание с помощью электронно-оптических преобразователей ЭОП (рис. 78), позволяющих увеличивать яркость свечения экрана в 1000 раз. 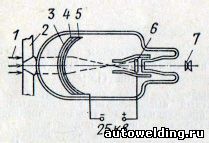
Рис. 78. Конструктивная схема электронно-оптического преобразователя (ЭОП) для контроля сварных соединений
1 — пучок лучей; 2 — просвечиваемое изделие; 3 — алюминиевый экран; 4 — люминесцентный материал; 5 — пленка; 6 — флуоресцентный экран; 7 — оптическая система Пучок рентгеновских или гамма-лучей проходит через просвечиваемое изделие, стеклянную стенку вакуумной трубки, алюминиевый экран и вызывает свечение люминесцентного материала, покрытого прозрачной пленкой. При этом освобождаются электроны фотокатода, число которых в каждой его точке пропорционально яркости свечения экрана и интенсивности лучей, прошедших через сварное соединение. Освобожденные электроны ускоряются высоким напряжением (25—30 кв), создаваемым внешним источником питания, и попадают на флуоресцентный экран, вызывая его свечение в 1000 раз большей яркости, чем алюминиевого. Благодаря хорошей четкости изображения за счет мелкозернистости флуоресцирующего слоя полученное изображение может быть сфотографировано или передано на расстояние с помощью телевизионного устройства. Чувствительность визуального метода достигает 1%, а производительность контроля увеличивается в 10—20 раз по сравнению с радиографическим методом. Производительность контроля можно повысить, применяя автоматизированные установки с ЭОП с телевизионным экраном для наблюдения за изображением сварных соединений. На рис. 79 показан процесс контроля сварных изделий цилиндрической формы с продольными и кольцевыми швами. Продольные швы обечайки контролируют при перемещении изделия на специальной тележке вдоль источника излучения, а кольцевые — при вращении изделия вокруг источника излучения. 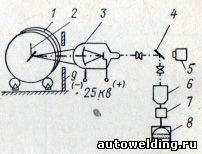
Рис. 79. Схема проведения автоматизированного контроля сварных соединений с применением ЭОП
1 — сварное изделие; 2 — источник излучения; 3 — электронно-оптический преобразователь; 4 — оптическая система; 5 — кинескоп; 6 — усилитель; i — кинескоп телевизора; 8 — фото- или кинокамера: 9 — свинцовый экран Л.П. Шебеко, А.П. Яковлев. "Контроль качества сварных соединений"
| 

