Восстановление деталей из стали повышенной прочности
Заварка трещин в контейнере пресса усилием 12000 т.Контейнер пресса представляет собой втулку, наружный диаметр которой 2100 мм, высота 2000 мм, вес 36 т. Внутреннее конусное отверстие с диаметрами — внизу 1209 мм и вверху 1000 мм. В теле втулки по всей длине в два ряда просверлены 66 отверстий диаметром по 32 мм, в которые запрессовываются нагревательные элементы. Корпус контейнера постоянно работает при 420—450 °С и воспринимает на себя всe прессовое усилие, развиваемое прессом. Расчеты на прочность показывают, что максимальные напряжения на опорном торце корпуса при полном прессовом усилии 12000 т равны 100 кГ/мм2. Корпус контейнера изготовлен из стали следующего химического состава: 0,56% С; 0.72% Сr; 0,79% W; 0,024% V; 0,57% Мn; 0,25% Si; 0,07% Mo; 0,033% S; 0,028% P. Контейнер находился в эксплуатации в течение восьми лет при полной загрузке и трехсменной работе. После этого на торцовой поверхности корпуса были обнаружены трещины и смятие в отверстиях для нагревательных элементов, что привело к короткому замыканию части элементов на корпус. Трещины на торцовой поверхности начинались в углу шпоночного паза, проходили по пазу на всю его длину, выходили на наружную цилиндрическую поверхность и заканчивались в отверстии для крепления скобы подъема контейнера. Общая длина этих толщин около 600 мм, а максимальное раскрытие 25—28 мм по торцовой поверхности; трещина заканчивается в отверстии для нагревательного элемента. Была обнаружена также трещина в перемычках между четырьмя отверстиями для нагревателей. При магнитном контроле был обнаружен также надрыв в противоположном углу шпоночного паза на длине около 100 мм. Замеры диаметров отверстий для нагревательных элементов показали, что от зоны, где расположены трещины, деформировано в одну сторону 16 отверстий, в другую — 8 отверстий, т. е. металл деформирован примерно на 1/3 длины окружности корпуса. Схема расположения трещин дана на рис. 40. Сварку таких трещин выполнить было трудно ввиду сложного состава стали, весьма склонной к образованию закалочных структур и трещин в зоне термического влияния; высокой прочности стали, имеющей предел прочности 120 кГ/мм2 и предел текучести 100 кГ/мм2; большой жесткости и большого веса втулки, при которых могут возникнуть значительные внутренние напряжения, достигающие предела прочности. Следует отметить, что до этого неоднократно были случаи выхода из строя втулок контейнеров горизонтальных прессов меньших размеров, но попыток восстановления их сваркой не делалось. 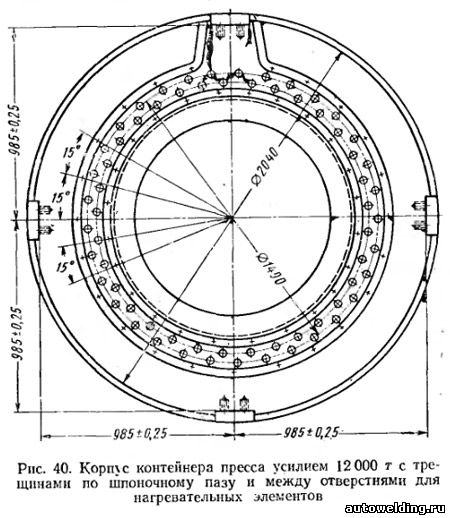
Восстановление корпуса контейнера производилось по следующей технологической схеме: разделка трещин под сварку механическим способом—сверлением и фрезерованием конусной фрезой на расточном станке. Применять газовую резку в этом случае было нельзя ввиду неблагоприятного для резки состава стали, при котором возможна закалка металла в зонах влияния при резке, большой глубины трещин (до 500 мм) и невозможности придания втулке удобного положения для свободного вытекания шлаков. Процесс разделки сочетался с тщательным магнитным контролем за направлением и развитием трещин. Разделку заканчивали тогда, когда можно было установить, что трещины полностью удалены. Разделка в самом глубоком месте (520 мм) имела форму неравносторонней трапеции с раскрытием наверху 100 мм, на дне — 20 мм. В отверстия на дне разделки на глубину 10—15 мм вставили стальные остающиеся пробки. изготовленные из стали Ст. 3. Это позволило проводить сварку сплошным швом. Для проведения сварочных работ была построена электрическая печь мощностью около 400 ква. Печь имела съемную крышку, что давало возможность сваривать вертикально поставленную втулку в нагретом состоянии при 450—480°С. Сварка выполнялась электродами УОНИ-13/85 и ЭН-60М. Электроды УОНИ-13/85 давала большую вязкость, но несколько меньшую прочность и твердость. Электроды ЭН-60М увеличивали прочность и твердость, поэтому ими были заварены верхние слои. Электроды УОНИ-13/85 обеспечивали следующий химический состав металла шва: 0,12—0,15% С; 1,0—1,3% Мп; 0,4—0,6% Si; 0,4—0,8% Mo; предел прочности 95 кГ/мм2, ударную вязкость 10 кГ/мм2. Химический состав металла шва при сварке углеродами ЭН-60М: 0,6—0,9% С; 0,8% Мn; 1,0% Si; 2,5% Сr; 0,4% Мо. Твердость после наплавки HRC150=56. Примерно 2/3 объема шва было заполнено электродами УОНИ-13/85 и 1/3 — ЭН-60М. Для усиления свариваемого узла шпоночный паз был также заварен, так как в условиях эксплуатации он не нужен. Сварка выполнялась с применением тщательной послойной проковки шва (чеканки) пневматическим молотком. После окончания всех сварочных работ втулка была подвергнута отпуску при 680 °С с выдержкой в течение 3 ч и охлаждением вместе с печью. Заваренная втулка механически обрабатывалась на расточном станке, в том числе и по торцовой поверхности, где производилась сварка. Были проверены конусность и овальность внутреннего отверстия, рассверлена часть заваренных отверстий для элементов нагревателей, исправлена овальность в деформированных отверстиях. Восстановленный корпус контейнера успешно работает с полной нагрузкой уже в течение нескольких лет. Можно считать, что выполненный ремонт позволил восстановить в полной мере прочность и работоспособность сложной для механической обработки детали, работающей в очень тяжелых условиях по нагрузкам. Заварка трещин в штамподержателеШтамподержатель для горячей штамповки был изготовлен из стали 5ХНВ. В результате длительной эксплуатации в штамподержателе, состоящем из верхней и нижней плит, возникли трещины, которые начинались в углу и под углом около 45° выходили на наружную поверхность. В одной половине держателя произошел полный излом, а во второй - разрушено 90% сечения. При восстановлении этих деталей возникли следующие затруднения: расположение трещин исключало возможность механической подготовки кромок, так как при косом срезе и при толщине 120—130 мм фрезеровка или строжка потребовали бы снятия больших количеств металла. Химический же состав стали крайне затруднял применение газовой резки. Газофлюсовую резку также нельзя было применить. Чтобы избежать больших деформаций, необходимо было образовать двухстороннюю разделку с примерно равным распределением металла. В этих условиях наиболее целесообразно было применить дуговую выплавку металлическим электродом в сочетании с электровоздушной резкой. Этим способом удалось осуществить двухстороннюю разделку трещин на полную глубину с раскрытием вверху 50—60 мм и с площадкой в основании 8—10 мм. После разделки поверхности кромок зачищались зубилом и наждачными камнями для удаления окисной пленки и брызг. Сталь 5ХНВ относится к группе ограниченно сваривающихся сталей, и для ее сварки требуется предварительный сопутствующий подогрев до 400—450 °С. Сварку нужно было выполнить так. чтобы избежать большой деформации металла. Сварочные работы вели по следующей схеме: ремонтируемый держатель устанавливали на ребро так, чтобы разделка располагалась вертикально. Деталь нагревали до 450 °С четырьмя многопламенными горелками, работающими на смеси пропан-бутан с кислородом. Нагретую деталь тщательно накрывали асбестом. Сварку выполняли одновременно два сварщика с. двух сторон разделки. Первые швы варили по способу «дуга в дугу», что обеспечивало наибольший местный прогрев свариваемых участков, равномерное распределение и уравновешивание напряжений, отсутствиеПОВОДКИ. Сварка выполнялась в один тепловой цикл до полного заполнения всей разделки электродами УОНИ-13/85 и ЭН-60М, которые обеспечивали нужные свойства металла шва по прочности, вязкости и твердости, необходимые для нормальной работы детали. Применялась послойная проковка швов. После окончания сварочных работ заваренную деталь сейчас же помещали в печь для снятия напряжений при общем нагреве до 670 °С. Детали были заварены удачно. Следовательно, сваркой можно восстанавливать сложные и точные детали, изготовленные из штамповых сталей сложного химического состава, склонных к образованию закалочных структур и возникновению трещин в зонах термического влияния. Общий вид штамподержателей показан на рис. 41. 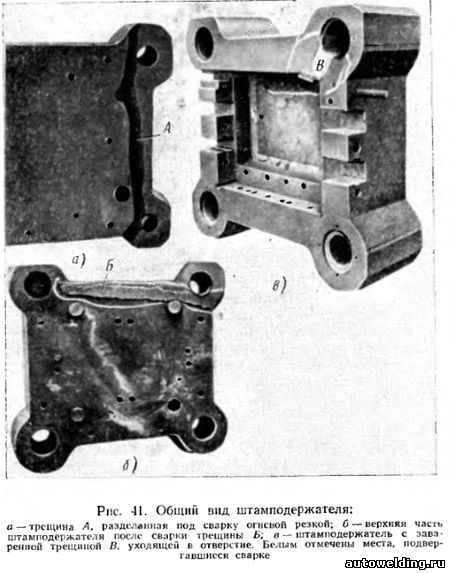
Источник: Вощанов К.П. "Ремонт оборудования сваркой"
|


