Лазерная резка. Схема процесса, физические основы, модели лазерной резки
Общие сведенияНиже приводятся сведения по теоретическим основам, технологическим процессам и оборудованию для лазерной резки материалов, которая из всех технологий лазерной обработки получила наиболее широкое промышленное применение. Рассмотрены физические явления в полости реза, модели для расчета основных технологических параметров процесса. Даны рекомендации по выбору режимов резки разных металлов и неметаллических материалов с использованием непрерывного и импульсно-периодического излучения промышленных лазеров. В последних разделах описываются конструктивные схемы машин, автоматизированных комплексов и роботов для резки плоских и пространственных заготовок, а также приводятся типичные примеры промышленного применения техники лазерной резки. Схема процессаПроцесс лазерной резки (рис. 28.1) характеризуется одновременным воздействием на разрезаемый материал сфокусированного линзой или объективом лазерного излучения и вспомогательного газа, в результате которого образуется в материале узкий разрез. Синхронно перемещению лазерного резака по всей толщине обрабатываемого материала движется нагретая до определенной температуры наклонная поверхность разрушения (передняя поверхность реза), взаимодействующая с излучением. 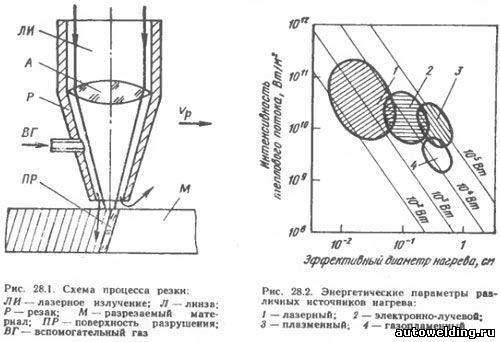
Физические основыХарактер физических явлений на передней поверхности реза определяется плотностью мощности светового потока. С повышением плотности мощности растет температура передней поверхности реза и средняя скорость ее перемещения. По сравнению с традиционными источниками тепла, которые используются в процессах кислородной, плазменной и электронно-лучевой обработки, сфокусированный лазерный луч обеспечивает на один — полтора порядка более высокую плотность энергии, передаваемой аномально малой площади воздействия (рис. 28.2). Такой световой поток за доли секунды не только расплавляет, но и частично испаряет поверхность любого, даже самого тугоплавкого, материала. В процессе резки падающий на материал световой поток частично поглощается поверхностью материала, расплавленной пленкой и боковыми поверхностями реза, частично отражается. При большой плотности энергии часть излучения поглощается образующимися продуктами разрушения материала, вследствие чего снижается эффективность резки. Поглощательная способность конкретного металла зависит от длины волны, поляризации и угла падения излучения на поверхность. Она увеличивается при расплавлении и окислении металла, при увеличении толщины металла и может достигать ≥80%. В литературе отсутствуют конкретные коэффициенты поглощения применительно к многообразным условиям резки. Характер физических явлений в разрезе зависит от относительного энерговклада лазерного и химического тепловых источников. При высокой плотности мощности излучения резка идет с заметным испарением (сублимацией) материала, газ выполняет в основном функцию удаления из разреза продуктов разрушения. В этом случае скорость и качество резки определяются параметрами излучения. Если энерговклад химического источника сопоставим с лазерным или превышает его, то процесс резки идет в режиме плавления с экзотермическим окислением расплавленного металла на передней поверхности реза. В этом случае скорость и качество ниже и определяются параметрами химического источника тепла и процесс мало чем отличается от процесса кислородной резки стали. При резке металлов механизм разрушения может быть стационарным, когда по всей длине канала реза существует ванна расплава, и нестационарным (неустановившимся), характеризующимся периодическим выносом расплавленного металла из полости реза. На практике имеет место нестационарный механизм. Использование вспомогательного газа позволяет заметно снизить удельные затраты энергии излучения благодаря более интенсивному удалению из полости реза продуктов разрушения. При резке металлов применяют в основном кислород. На лобовой поверхности реза выделяется дополнительная теплота в результате окисления металла. Образуется оксидная пленка, которая значительно повышает коэффициент поглощения излучения. Применение импульсно-периодического излучения позволяет снизить удельные затраты энергии излучения, а также существенно повысить качество резки. Назначая определенные параметры излучения (пиковую мощность, форму, длительность и частоту следования импульсов) можно активно влиять на скорость резки, глубину зоны термического воздействия, толщину разрезаемого материала, количество грата на кромках. В литературе недостаточно внимания уделено теоретическим и экспериментальным исследованиям процесса резки с использованием импульсно-периодического излучения. Модели резкиТепловые моделиУчитывая определяющий характер тепловых явлений, для оценочных расчетов режимов резки используют тепловые модели, созданные на основе теории теплопроводности. При этом не учитывается влияние газогидродинамических явлений в полости реза. Простейшей является одномерная модель резки с последовательным образованием отверстий и коэффициентом перекрытия. Для оценочных расчетов режимов резки применяются также модель линейного источника тепла в пластине. В параметрической форме основное ее уравнение имеет вид : 6,3/Р = In (4,5/Y), (28.1) где Р = q/δaγ (сТn + m); Y = Vpb/a (28.2) — параметры соответственно мощности и скорости; q — эффективная тепловая мощность луча, Вт; δ — толщина металла, м; a — коэффициент температуропроводности, м2/с; γ — плотность, кг/м3; с — удельная теплоемкость, Дж/(кг*К); Тп — температура плавления. К; m — скрытая теплота плавления, Дж/кг; Vp — скорость резки, м/с; b — ширина реза, м. При P≥10 и Y≥5 выражение (28.1) преобразуется в уравнение Y=0,48 Р для мощного быстродвижущегося линейного источника тепла в пластине, при Р≤4 и Y≤1 оно описывает предельное состояние теплового поля для линейного подвижного источника тепла. По (28.1) можно рассчитать скорость резки при заданной мощности излучения или требуемую мощность излучения при заданной толщине металла и скорости резки. В качестве примера рассчитаем минимальное значение q, требуемое для резки разных металлов толщиной 10-3 м при минимальной скорости резки 1,67*10-3 м/с и b=2*10-4 м. Ниже приведены данные по разрезаемости разных металлов: 
Расчетные минимальные значения q характеризуют разрезаемость металлов в режиме плавления и испарения. При расчете q при резке в режиме испарения, согласно (28.2), Р = q/δaγ (сТk + r), (28.3) где Тk — температура кипения металла; r — скрытая теплота испарения, Дж/кг. Значения q рассчитаны из условия, что теплофизические свойства металлов не зависят от температуры и агрегатного состояния. Для определения требуемой мощности лазера необходимо учесть поглощательную способность металла. Теплогидродинамические моделиКомбинированная модель описывает нестационарный периодический характер разрушения верхней кромки металла на малой скорости резки с помощью механизма образования отверстий и стационарное разрушение металла по всей его толщине при большой скорости резки. Используя эту модель, можно объяснить наличие на поверхности реза зон с разной шероховатостью, выполнить оценочные количественные расчеты скорости резки и шероховатости поверхности кромки. Но в модели не учитываются изменение плотности мощности излучения по толщине металла и газодинамическое воздействие на металл струи вспомогательного газа.
| 

