Кислородно-флюсовая резка
Высоколегированные хромистые и хромоникелевые стали плохо режутся одним кислородом ввиду того, что образующиеся окислы хрома являются тугоплавкими и не могут удаляться из места разреза в жидком виде. Пленка этих окислов, покрывая частицы металла, препятствует его сгоранию в струе кислорода. Для резки высокохромистых и хромоникелевых сталей кислородом советские специалисты А. Н. Шашков, Г. Б. Евсеев, С. Г. Гузов и др. разработали особый способ, известный под названием кислородно-флюсовой резки. При этом способе в струю режущего кислорода непрерывно вводится порошкообразный флюс, который, сгорая в кислороде, выделяет большое количество дополнительного тепла, расплавляющего пленку окислов хрома, разжижающего эти окислы и переводящего их в шлаки. Процесс резки протекает с нормальной скоростью, а поверхность разреза получается чистой. Приемы резки остаются в основном такими же, как и при резке обычной малоуглеродистой стали. В качестве флюса используется железный порошок с зернами 0,1—0,2 мм, в который добавляют: порошкообразный феррофосфор, алюминиевый порошок, техническую буру, окалину и кварцевый песок. Схема установки УРХС конструкции ВНИИАвтогена для кислородно-флюсовой резки показана на рис. 177. 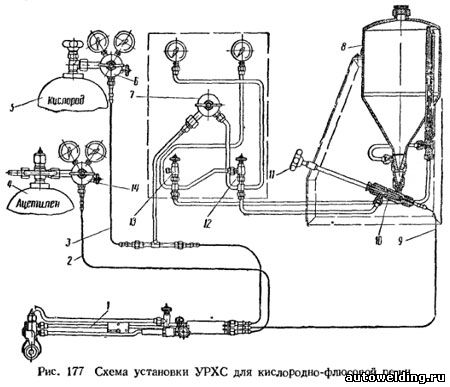
Ацетилен и кислород поступают в резак 1 по шлангам 2 и 3 из баллонов 4 и 5 через редукторы 14 и 6. Часть кислорода от шланга 3 направляется в дополнительный редуктор 7, откуда через вентиль 12 поступает в инжектор 10, в который попадает также порошкообразный флюс из бункера 8 флюсопитателя. Струя кислорода, пройдя инжектор 10, засасывает флюс и подает его по шлангу 9 в резак, где флюс поступает через соответствующие каналы головки резака непосредственно в струю режущего кислорода. В головке резака также имеется инжектор, через который проходит режущая струя кислорода, подсасывающая кислородно-флюсовую смесь, поступающую в резак по шлангу из инжектора флюсопитателя. Регулирование количества флюса производится с помощью маховичка 11, перемещающего дозирующую иглу инжектора 10. Для уравнивания давления в бачке и инжекторе служит вентиль 13, через который кислород может подаваться в бункер 8. Кислородная резка чугуна без флюса также затруднена, так как температура плавления чугуна ниже температуры горения железа в кислороде и чугун начинает плавиться раньше, чем может начать гореть в кислороде. Наряду с этим содержащийся в чугуне кремний при соприкосновении с кислородом дает тугоплавкую пленку окиси, которая, так же как и пленка окислов хрома, препятствует нормальному протеканию процесса резки. При сгорании углерода, содержащегося в значительном количестве в чугуне, образуется газообразная окись углерода, которая загрязняет режущий кислород и препятствует процессу окисления железа в месте разреза. Цветные металлы (медь, латунь) обладают высокой теплопроводностью и, кроме того, при их окислении кислородом выделяется количество тепла, недостаточное для дальнейшего развития процесса горения металла в месте реза. Кроме того, при резке этих металлов кислородом образуются тугоплавкие окислы, препятствующие процессу резки. Поэтому кислородная резка чугуна и цветных металлов возможна только с применением флюсов. При кислородно-флюсовой резке этих металлов выделяется дополнительное тепло от сгорания флюса в кислороде, которое повышает температуру в месте реза. Вследствие этого образующиеся тугоплавкие окислы остаются в жидком состоянии и, будучи разбавлены продуктами сгорания флюса, дают жидкотекучие шлаки, легко удаляющиеся с места разреза и не препятствующие процессу резки. При резке чугуна в качестве добавки к флюсу применяется феррофосфор. Скорость резки чугуна на 50—55% ниже резки нержавеющей стали. При резке меди и бронзы во флюс добавляют феррофосфор и алюминий. Резку производят с предварительным подогревом до 200—400°. При резке латуни выделяется большое количество паров окиси цинка, вредных для здоровья людей, поэтому резку цветных металлов следует вести в защитной маске (респираторе).
|


