Подогревающее пламя
Подогревающее пламя служит для нагрева поверхностных слоев металла до температуры воспламенения. При кислородной резке в качестве горючего используют газообразные и жидкие углеводороды. При их сгорании и смеси с кислородом образуется высокотемпературное пламя (табл. 14.1). Таблица 14.1. Свойства горючих газов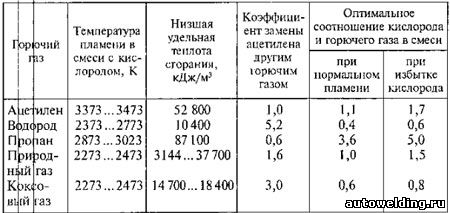
Максимальную температуру пламени обеспечивает ацетилен, поэтому ранее его чаще всего применяли при кислородной резке. Однако ацетилен является дорогостоящим газом, поскольку производство исходного продукта для его получения — карбида кальция — сопряжено с большими энергозатратами. Вследствие этого в настоящее время при кислородной резке ацетилен применяется крайне редко. Для этой цели используют газы — заменители ацетилена: природный газ, пропан-бутановые смеси и др. Процесс нагрева металла газовым пламенем протекает в две стадии. На первой осуществляется разогрев кромки металла до температуры воспламенения в струе кислорода при неподвижном источнике теплоты. При этом наиболее важной характеристикой газового пламени является скорость нагрева поверхности металла Продолжительность нагрева до заданной температуры зависит от мощности источника теплоты, теплофизических свойств материала и его массы. Так как нагрев металла подогревающим пламенем обусловлен теплообменом между горячими газами пламени и омываемым ими участком поверхности нагреваемого изделия (теплопередача конвекцией) и лучистой теплопередачей от ядра пламени, то при увеличении толщины разрезаемого металла нужно повышать расход горючего газа. Переход на горючий газ с меньшей удельной теплотой сгорания по сравнению с ацетиленом требует увеличения его расхода. Возрастание расхода горючего газа необходимо также в том случае, если поверхность металла покрыта различными загрязнениями (окалина, пригар) или увеличено расстояние между поверхностью разрезаемого металла и резаком по технологическим соображениям. На второй стадии процесса, т.е. во время кислородной резки, подогревающее пламя разогревает расположенные перед ним поверхностные слои металла до температуры воспламенения, что обеспечивает непрерывность ведения процесса. С учетом сказанного расход горючего газа Vгг, м3 может быть определен с помощью уравнения Vгг=10-3Ekpψkт-1kм-1kп(103δ+100) (14.1) где δ — толщина разрезаемого металла, м; наименования и значения коэффициентов, входящих в уравнение (14.1) для различных условий резки приведены в табл. 14.1 и 14.2. Расход подогревающего кислорода Vкп, м3/ч, необходимого для сжигания горючего газа, Vкп=β0Vгг На первой стадии процесса обычно применяют пламя с избыточным содержанием кислорода, что обеспечивает ускоренный разогрев кромки. В процессе резки подогрев металла осуществляется пламенем нормального состава. Таблица 14.2 Значения коэффициентов для расчета расхода газов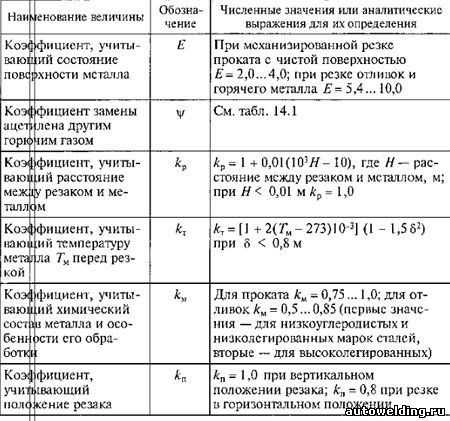
Смесь горючего газа и подогревающего кислорода выходит из специальных отверстий в мундштуках, расположенных определенным образом по отношению к выходному отверстию режущего кислорода. У ручных и машинных резаков, которые могут резать металл в различных направлениях, выходные отверстия расположены концентрично по отношению к режущему соплу. У ручных резаков пламя выходит из щели, образуемой внутренним и наружным мундштуками. В машинных резаках применены более устойчивые к обратным ударам пламени многосопловые мундштуки. Во избежание отрыва пламени у газов — заменителей ацетилена внутренний мундштук заглублен на 1,0...2,0 мм по отношению к наружному.
| 

