Устройство вертикально-сверлильного станка
В вертикально-сверлильных станках главным движением является вращение шпинделя с закрепленным в нем инструментом, а движением подачи — вертикальное перемещение шпинделя. Заготовку обычно устанавливают на стол станка или на фундаментную плиту, если она имеет большие габаритные размеры. Соосность отверстий заготовки и шпинделя достигается перемещением заготовки. 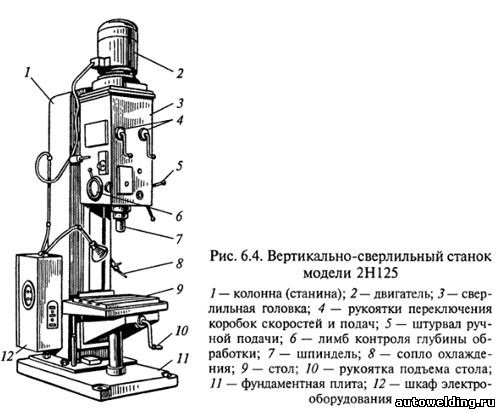
На станине (колонне) 1 станка (рис. 6.4) размещены основные узлы. Станина имеет вертикальные направляющие, по которым перемещается стол 9 и сверлильная головка 3, несущая шпиндель 7 и двигатель 2. Управление коробками скоростей и подач осуществляют рукоятками 4, ручную подачу — штурвалом 5. Контроль глубины обработки производят по лимбу 6. В нише размещают электрооборудование и противовес. В некоторых моделях для электрооборудования предусмотрен шкаф 12. Фундаментная плита 11 служит опорой станка. В средних и тяжелых станках ее верхнюю плоскость используют для установки заготовок. Иногда внутренние полости фундаментной плиты являются резервуаром для СОЖ. Стол станка служит для закрепления заготовки. Он может быть подвижным (от рукоятки 10 через коническую пару зубчатых колес и ходовой винт), неподвижным (съемным) или поворотным (откидным). Стол монтируют на направляющих станины или изготовляют в виде тумбы, установленной на фундаментной плите. Охлаждающая жидкость подается электронасосом по шлангу 8. Смазывание узлов сверлильной головки также производят с помощью насоса. Остальные узлы смазывают вручную. 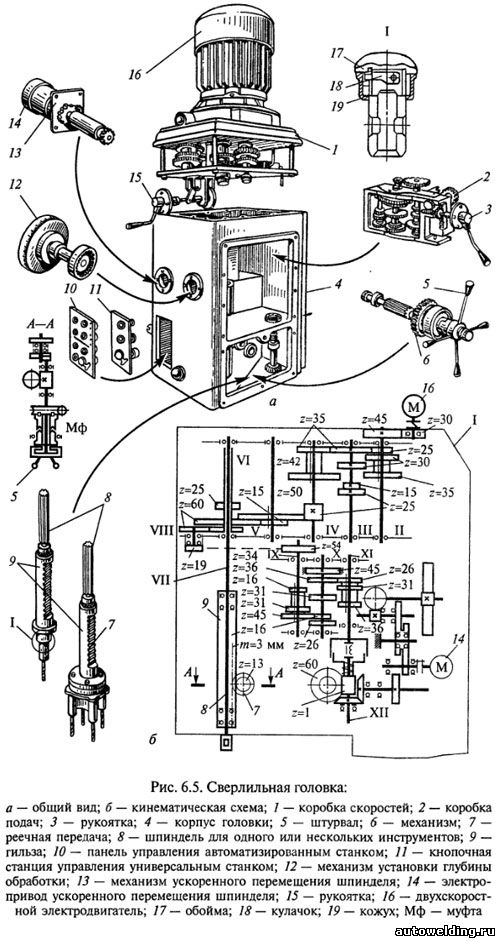
Сверлильная головка (рис. 6.5) представляет собой чугунную отливку, в которой смонтированы коробки скоростей и подач, шпиндель и другие механизмы. Коробка скоростей включает в себя двух- и трехвенцовый блоки зубчатых колес, которые переключают с помощью рукоятки 15 и сообщают шпинделю различные угловые скорости. Это выполняется кулачково-зубчатым механизмом, передающим движение штангам, на которых укреплены вилки, связанные с переключаемыми блоками. Например, шпиндель станка модели 2Н135 имеет двенадцать ступеней частоты вращения (от 31,5 до 1400 мин-1), обеспечиваемых коробкой скоростей и двухскоростным электродвигателем 16. Коробку скоростей крепят к сверлильной головке 4 сверху. Шпиндель станка получает вращение от шлицевой передачи, входящей в коробку скоростей 1, что позволяет шпинделю одновременно вращаться и перемещаться в осевом направлении совместно с гильзой. Осевые нагрузки, возникающие при сверлении, воспринимаются подшипниками, смонтированными в гильзе шпинделя. Уравнение кинематической цепи вращения шпинделя 
Коробка подач 2 обеспечивает девять подач в диапазоне 0,1... ... 1,2 мм/об. Переключение подач осуществляется рукояткой 3. Коробка подач получает вращение от вала VIII коробки скоростей, связанного со шпинделем постоянной передачей с зубчатыми колесами z = 34 и z = 60. Уравнение кинематической цепи движения подачи шпинделя 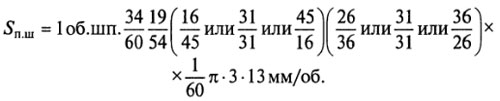
Передача движения от штурвала 5 механизма 6 через реечную передачу 7 непосредственно на гильзу 9 шпинделя 8 осуществляется при включенной муфте Мф. На рисунке показан шпиндель станка с установленной на нем четырехшпиндельной головкой. Для извлечения инструмента из конуса шпинделя применяют специальный механизм, состоящий из выбивного кулачка 18, обоймы 17 и кожуха 19. При подъеме шпинделя обойма задерживается нижней стенкой корпуса сверлильной головки, а шпиндель, продолжая уходить вверх, увлекает за собой кулачок, который закреплен в нем шарнирно. Конец кулачка упирается в остановившуюся обойму, кулачок поворачивается и выдавливает инструмент из конуса шпинделя. Станки снабжают устройствами для автоматического выключения механической подачи при достижении заданной глубины обработки. Глубина обработки устанавливается с помощью механизма 12, смонтированного на левой стороне головки. Механизм приводится в действие зубчатой парой и имеет диск с кулачками для установки глубины сверления и автоматического выключения с реверсом, а также лимб для визуального отсчета. Затраты времени на вспомогательные ходы сокращаются благодаря механизму 13 ускоренного перемещения шпинделя с электроприводом 14. Управление универсальным станком осуществляется с помощью кнопочной станции 11, а автоматизированным станком — панели 10.
| 

