Технология отделки поверхностей
Общие сведенияОтделочная обработка на токарных станках производится в основном в тех случаях, когда необходимо уменьшить шероховатость обработанной поверхности при невысоких требованиях к точности. Это достигается тонкой пластической деформацией поверхности детали, в результате сглаживаются гребешки микронеровностей и образуется наклепанный слой металла глубиной до 0,02 мм, который обеспечивает повышение твердости поверхности детали примерно на 30 %. Тонкая пластическая деформация поверхностного слоя металла может быть получена обкатыванием вращающимися роликами или шариками, а также выглаживанием инструментом из твердых или сверхтвердых материалов. Для достижения высокой точности размеров детали и снижения шероховатости поверхности применяется метод притирки (доводки). Обработка обкатыванием и раскатываниемОтделочную и упрочняющую обработку наружных поверхностей деталей осуществляют обкатыванием, а внутренних — раскатыванием. Эти методы не имеют принципиального отличия, однако инструменты для обкатывания и раскатывания имеют конструктивные особенности. Обкатывание обеспечивает шероховатость обработанной поверхности Ra 0,4...0,05 мкм, при этом шероховатость поверхности детали до обкатывания должна быть на два класса ниже. 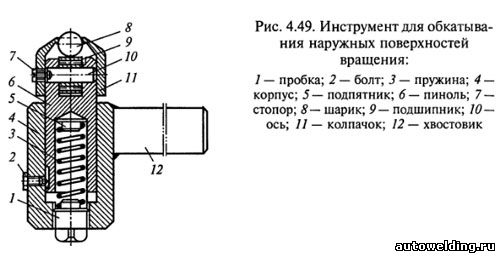
Инструмент для обкатывания (рис. 4.49) устанавливают в резцедержателе станка хвостовиком 72. Обкатывание обрабатываемой поверхности производится шариком 8, который упирается в наружную обойму подшипника Р, насаженного на ось 10, и удерживается от выпадения колпачком 11 со стопором 7. Под действием усилия обкатывания шарик 8 отжимается и перемещает пиноль 6 в расточке корпуса 4, которая сжимает пружину 3. Эта пружина одной стороной упирается в подпятник 5, а другой — в пробку 7, с помощью которой регулируется сила сжатия пружины. Пиноль 6 удерживается от разворота в корпусе 4 болтом 2 Инструменты для обкатывания и раскатывания, имеющие другие конструктивные исполнения, также устанавливают в резцедержателе станка. Для обработки обкатыванием резцедержатель с обкатным инструментом подводят до соприкосновения шарика с предварительно обработанной поверхностью детали. Затем винтом поперечной подачи суппорта дают натяг 0,5...0,8 мм, производя отсчет по лимбу, устанавливают частоту вращения шпинделя 1200... 1500 об/мин и продольную подачу 0,3... 1,5 мм/об, включают станок и делают два-три продольных прохода вправо и влево. В качестве СОЖ используют веретенное масло. Шарики для обкатывания (раскатывания) изготовляют из закаленной стали или твердого сплава. Обкатывание можно также производить роликами. Кроме того, для снижения шероховатости поверхности обработанной детали в тех случаях, когда не предъявляют высоких требований к точности размеров, производят шлифование абразивной лентой (полирование). Полирование обеспечивает шероховатость обработанной поверхности Ra 1,6...0,2 мкм. Для обработки деталей с высокой точностью размеров и малой шероховатостью поверхности применяют алмазное выглаживание, с помощью которого достигается шероховатость поверхности Ra 0,1 мкм, и притирку (доводку), т.е. обработку с использованием мелкозернистых шлифовальных порошков, микропорошков и паст. Существуют следующие виды притирки: - грубая — с применением шлифовальных порошков зернистостью 28...63, при которой обеспечивается шероховатость обработанной поверхности Ra 0,80...0,40 мкм;
- предварительная — с применением микропорошков зернистостью 10... 28 для достижения шероховатости обработанной поверхности Ra 0,2...0,1 мкм;
- окончательная — для достижения шероховатости обработанной поверхности Ra < 0,1 мкм.
|


