Диффузионная сварка однородных металлических материалов
Медь находит самое широкое применение в электронной промышленности как конструкционный материал для изготовления различных узлов приборов. Для нее характерны высокая электро- и теплопроводность, малые газопроницаемость и газовыделение, коррозионная стойкость, немагнитность, высокая пластичность. Медь марок МБ, MB, MBK, Ml является основным материалом для изготовления анодов и анодных блоков, замедляющих систем, вводов энергии магнетронов, клистронов, ламп обратной волны, ламп бегущей волны, мощных генераторных и газоразрядных приборов и др. Широко используется она и в сочетании с разнообразными металлическими и неметаллическими материалами. Медь и ее сплавы составляют 90-95% от общего объема применения в электронике металлических материалов (в массовом измерении).Медь относится к числу материалов, ДС которых не вызывает особых затруднений. Равнопрочность соединений меди основному материалу достигается при ДС по режиму: Тсв = 850oС, Рсв = 7-8 МПа, t = 20 мин., V = 1,ЗЗх10-2 Па, обычно принимаемому за оптимальный.Диффузионная сварка меди находит наиболее широкое и успешное применение при изготовлении составных пакетированных узлов СВЧ-приборов: замедляющих систем, анодных блоков и резонаторов. Заготовки пакетированных высокочастотных систем сантиметровогодиапазона получают обычно вырубкой из листовой меди. После очистки поверхности они в необходимом количестве собираются в приспособлениях, обеспечивающих их точное взаимное расположение, и свариваются друг с другом по оптимальному режиму при температуре 850oС. Этот режим обеспечивает необходимую точность систем вплоть до средней части миллиметрового диапазона. В зоне соединения (рис. 10.1) сохраняется, как правило, граница раздела, но ее ширина такого же порядка, что и обычная межзеренная граница. 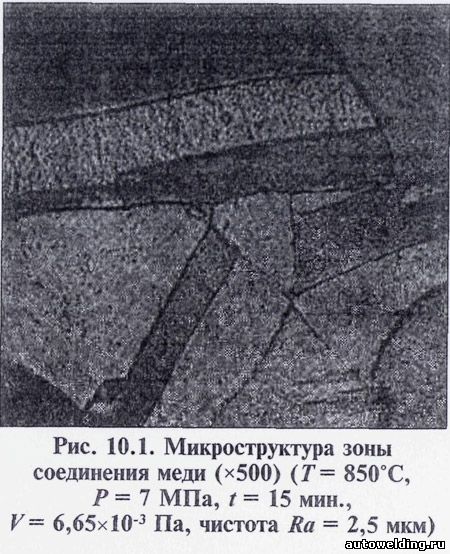
В то же время ДС меди при температурах выше 800oС и удельных давлениях более 5 МПа приводит к пластической деформации деталей порядка десятых долей — единиц процентов (рис. 10.2). 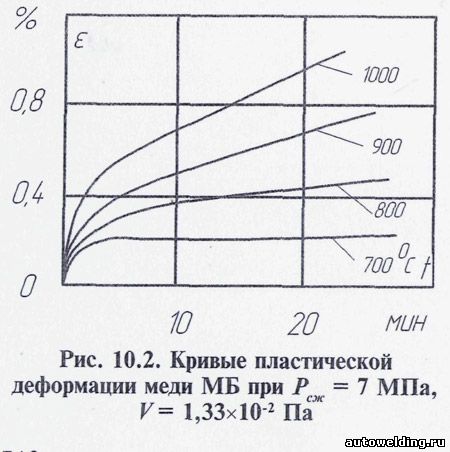
Высокочастотные системы миллиметрового и субмиллиметрового диапазонов отличаются миниатюрностью и высокой точностью. Ширина ламелей анодных блоков доходит до 0,2 мм. Еще более ажурны мелкоструктурные замедляющие системы, поперечные размеры их штырей составляют десятки микрон. Заготовки для этих систем получают прецизионной электроискровой обработкой, фотогравированием или фотоосаждением. В этих диапазонах даже незначительные деформации систем, измеряемые единицами микрон, существенно ухудшают параметры приборов. Поэтому проблема диффузионной сварки (ДС) с полным сохранением исходных размеров деталей при удовлетворительной прочности (пластичности) соединений является весьма актуальной для электронной промышленности. В соответствии с представлениями о механизме и кинетике процесса ДС можно выделить следующие пути повышения прецизионности соединения при ДС: повышение класса чистоты обработки поверхностей; применение прослоев из пластичных материалов, в том числе расплавляемых при сварке; сварка в сверхвысоком вакууме. Указанные приемы в той или иной степени облегчают и ускоряют развитие первой стадии ДС: очистку поверхностей от окисных и жировых пленок и развитие их фактического контакта. Более грубая подготовка поверхностей увеличивает время протекания первой стадии и общую длительность процесса сварки и в конечном итоге приводит к большей пластической деформации деталей. Это наглядно иллюстрируют кинетические кривые прочности (рис. 10.3), полученные при сварке по одному режиму, но с различной чистотой обработки поверхности меди. 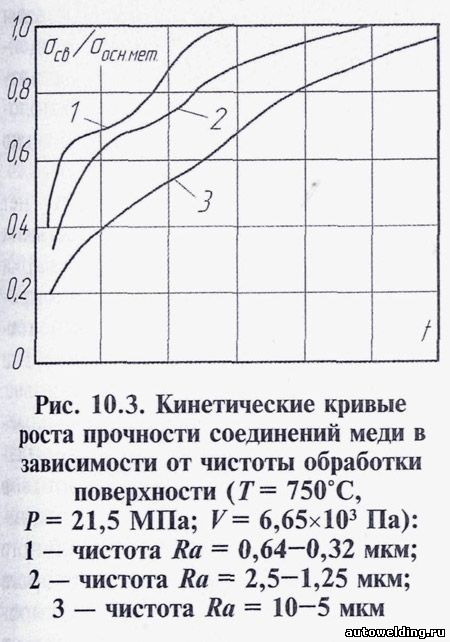
Для разработки технологического процесса, гарантирующего получение вакуумноплотных соединений, важно определить моменты, в которые заканчивается процесс их формирования. Считают, что при диффузионной сварке процесс формирования соединений металлов с металлами и металлов с неметаллическими материалами, имеющих прочностные и вакуумные свойства, идентичные свойствам основного материала, завершен, если в результате диффузионного залечивания пор в контактной зоне стабилизируется поток водорода, протекающий через нее. Для экспериментального исследования кинетики формирования соединений разработан специальный метод активного контроля, заключающийся в том, что в процессе сварки через контактную зону «продувается» поток газов из смеси гелия и водорода, контролируемый масс-спектрометром. Момент прекращения потока гелия через зону соединения соответствует начальному моменту достижения вакуумной плотности (закрытию сквозных каналов), а стабилизация потока водорода — моменту завершения диффузионного взаимодействия и формирования соединения, идентичного основному металлу по вакуумной плотности и термостойкости. О соотношении технологических параметров, при которых имеют место эти моменты, можно судить по рисунку 10.4. 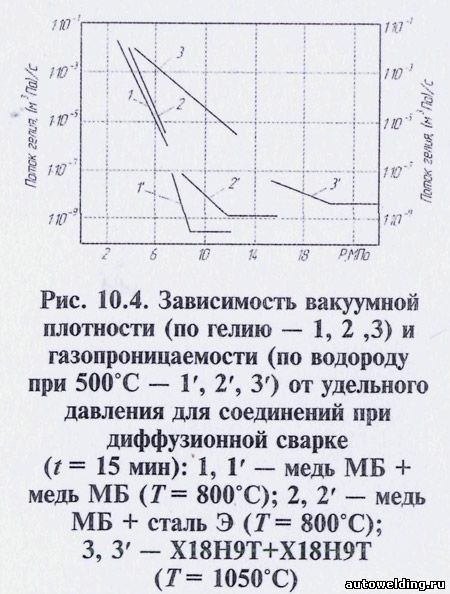
Следует отметить, что нет единого мнения об оптимальных режимах диффузионной сварки пар металлов, наиболее распространенных в электронной технике, — медь МБ + медь МБ и медь МБ + сталь Э. С использованием методов математического планирования экспериментов, в частности центрального композиционного ротатабельного униформ-планирования второго порядка, получены регрессионные уравнения, позволяющие в широком интервале параметров рассчитывать наперед заданную прочность 0, 1 σ [МПа] (y1) и деформацию ε [%] (у2) при контролируемом уровне вакуумной плотности: для соединения медь МБ + МБ при Т = 700 ... 900 oС: 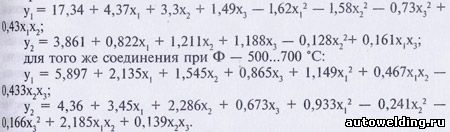
Применение прокладки из более мягкого материала, чем свариваемый, приводит к локализации в ней пластической деформации сжатия. Фактический контакт образуется при этом преимущественно за счет активной деформации и ползучести материала прокладки, заполняющего микронеровности соединяемых поверхностей, что существенно снижает минимально необходимый уровень давления сжатия и изменение формы деталей. При ДС высокоточных узлов меди применяются промежуточные прослои золота или серебра. Серебро и тем более золото обладают более высокой способностью к релаксации напряжений в условиях сварки. Достоинством этих металлов является также высокая чистота поверхности, так как золото практически не окисляется, а окислы серебра диссоциируют уже при нагревании на воздухе. Диффузионная сварка выполняется обычно через прослой золота 2-6 мкм, который гальванически наносится на одну из контактных поверхностей. При сварке порежиму Тсв = 500oС, P= 1 МПа, t= 10 мин., V= l,33x10-3 Па выдерживаются заданные допуски в пределах 5—10 мкм, соединения вакуумно-плотны, имеют надежный тепловой и электрический контакты. Сварка пакетированных конструкций через прослои без них может успешно применяться для изготовления коаксиальных магнетронов обращенной конструкции, замедляющих систем типа «волновода», «гребенки», «встречных пластин», «штырь—кольцо» и других узлов магнетронов, ламп бегущей волны, ламп обратной волны. ДС медных деталей производится также при изготовлении узлов других распространенных источников СВЧ-колебаний: клистронов, применяющихся в качестве малошумящих генераторов, мощных усилителей и генераторов непрерывного и импульсного действия, умножителей частоты. ДС обеспечивает высокое качество изготовления резонаторов клистронов с бессеточным высокочастотным зазором и с зазором, ограниченным сетками. В зависимости от требований к точности сеточных узлов, их жесткости, материала для их соединения применяются режимы ДС без прослоев или с прослоями (рис. 10.5). Последние применяются для соединения с сеткодержателями микросеток, так как малейшие деформации деталей при сварке существенно влияют на рабочую частоту приборов, а нередко и на их выходную мощность. ДС через тонкие прослои золота, серебра и нерасплавленных припоев на их основе позволяет получить соединения с остаточными деформациями не выше 0,1% и сохранить первоначальную прозрачность сеток. В отличие от пайки, после сварки не изменяются поверхностные свойства сеток и исключено натекание металла на перемычки. 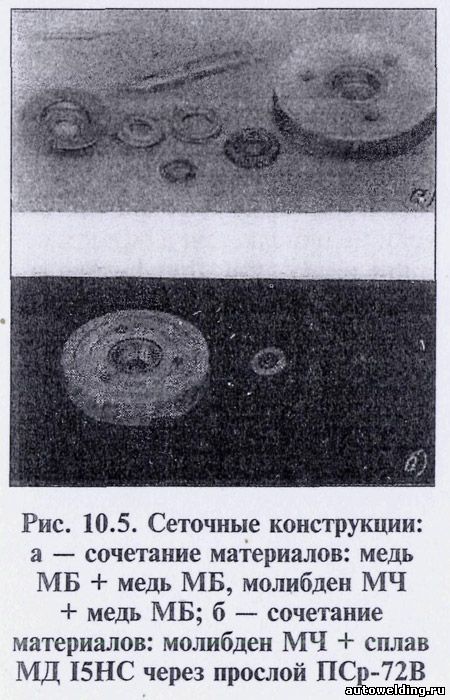
Применение расплавляемых прослоев перспективно для ДС однородных и разнородных металлических материалов при получении высокопрочных прецизионных соединений. Если сварка меди через тонкий прослой серебра выполняется при температуре, несколько превышающей Тпл эвтектики Ag-Cu (но остающейся ниже температуры плавления серебра), то развивается процесс контактно-реактивного плавления. Такая технология по существу аналогична контактно-реактивной пайке, но при ДС сохраняется возможность в широком диапазоне изменять давление сжатия деталей и тем самым воздействовать на физико-химические процессы, протекающие в контакте. Особенностью кинетики этих процессов является то, что жидкая фаза возникает после образования фактического контакта поверхностей и химического взаимодействия между ними. Высокопрочные, термостойкие соединения получаются после полного растворения жидкой прослойки в основном материале. Количественные оценки длительности этого процесса весьма приближенны, так как при сварке происходит частичное выдавливание жидкой фазы из стыка, и это затрудняет определение ее реальной толщины. Серебро обладает ограниченной растворимостью в меди (не более 8%), поэтому толщина его слоя должна быть небольшой. Эксперименты по ДС и опыт пайки показали, что оптимальной является толщина гальванически осажденного на медь слоя серебра 4—7 мкм. При температуре процесса 800oС (V = 1,ЗЗх10-2 Па) равнопрочность соединения достигается при времени сварки 25—30 мин. и давлении сжатия 4 МПа. При снижении давления сжатия прочность соединения несколько падает. Но и после сварки по приведенному режиму (Рсв = 4 МПа) остаточная деформация деталей не превышает 0,1%, что позволяет рекомендовать такую технологию для получения не только прецизионных соединений меди, но и ее сочетаний с никелем, коваром, сталями. Сварку миниатюрных узлов предпочтительно следует вести на установках с радиационным нагревом, которые обеспечивают равномерный разогрев всего пакета деталей. При использовании установок с индукционным нагревом необходимо применение специальных экранов. Материал экрана должен быть достаточно тугоплавким и высокопроницаемым для электромагнитного поля. Наиболее широкое применение находит графит, приближающийся по своим характеристикам к абсолютно черному телу. В качестве материала экранов могут применяться также молибден и другие материалы. Сварку можно вести в обычных вакуумных или водородных печах. Усилие сварки обеспечивается в этом случае грузом соответствующей величины, помещаемым на шток приспособления, или за счет разности температурных коэффициентов линейного расширения свариваемых деталей и приспособления. На рисунке 10.6 показано одноместное приспособление. Сварочное давление обеспечивается грузом (2) и ползуном (1) и передается через шток (3) на микросетку (4) и сеткодержатель (5). 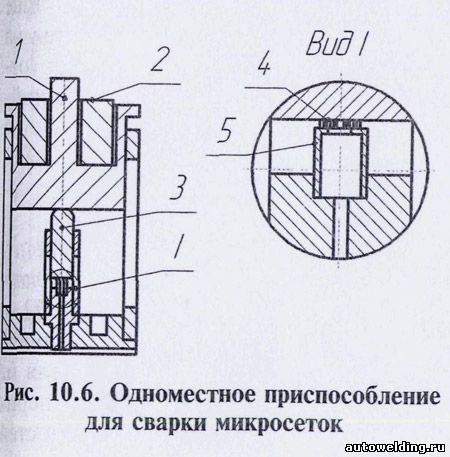
Для повышения производительности сварка различных узлов приборов выполняется обычно в многоместных приспособлениях. ставляла в среднем 4*108 Па. Сварка натурных деталей обычно производилась при чистоте обработки поверхностей Ra = 1,25-0,64 в режиме Тсв = 1 000oС, Рсв = 1,5*107 Па, t = 10 мин., вакуум не менее 1,33*10-2 Па. Процесс можно успешно вести в среде водорода с точкой росы -40oС. Остаточная деформация деталей при этом не превышает 0,5%.Более длительная изотермическая выдержка при температуре сварки приводит к некоторому снижению прочности соединения, что, по-видимому, обусловлено развитием рекристаллизационных процессов, приводящих к снятию наклепа и разупрочнению металла в зоне соединения. Примером ДС натурных конструкций из никеля является технология изготовления керна оксидного катода водородного тиратрона (рис. 10.8, б), свариваемого в специальном приспособлении. Приспособление (рис. 10.8, а) состоит из корпуса (9), колец (4-8), прижимного диска (1) и медной прокладки (2), необходимой для более равномерной передачи давления. Для предотвращения схватывания при сварке вводится промежуточная прокладка (3) из обезвоженной слюды. 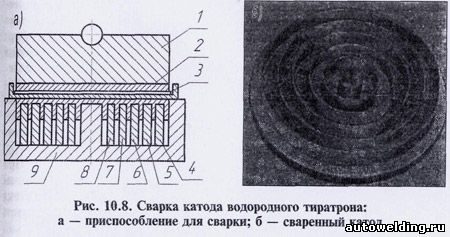
Сварка малогабаритных катодных узлов из никелевых сплавов может осуществляться в многоместных приспособлениях с созданием сварочного давления за счет различия ТКЛР. Электротехнические никелевые сплавы типа монель-металл и константам, содержащие в своем составе, кроме никеля, железо и медь, также не имеют на поверхности термодинамически стойкой окисной пленки. Технология и режимы их сварки не отличаются существенно от сварки чистого никеля. Значительно труднее сваривать нихромы — жаропрочные сплавы на никелевой основе. Наличие в сплаве хрома и таких легирующих элементов, как титан и алюминий, обусловливает химическую стойкость пленки окислов на их поверхности. Наиболее эффективна ДС нихромов через промежуточный слой никелевой фольги (σ = 13 мкм) или прослой сплава никеля с 2% бериллия. Прочность получаемых соединений достигает 90% прочности основного материала. Сварка алюминия и его сплавов. Алюминий по объему производства занимает второе место после железа. Его наиболее характерные свойства — небольшая плотность (2700 кг/м3) и низкая температура плавления (933 К). В качестве основных легирующих элементов для алюминия используют магний, марганец, кремний и медь. Основным затруднением ДС алюминия и его сплавов является высокая активность к кислороду и наличие на поверхности термодинамически прочной оксидной пленки, а при соединении со многими другими металлами также образование хрупких интерметаллидов. При сварке алюминия и его сплавов особое место отводится химической обработке поверхностей перед сваркой. Оксидная пленка может удаляться травлением (раствор щелочи для алюминия, ортофосфорная кислота для сплавов АМг и АМц с последующим осветлением в азотной кислоте) или зачищаться металлическими щетками. Целесообразно после очистки от оксидов свариваемые поверхности алюминиевых деталей покрывать смолами, лаками и полимерами на основе стирола, разлагающимися без остатка при нагреве в вакууме. Сварку алюминия и его сплавов выполняют при температуре 773—873 К. В однородном сочетании эти материалы соединяют ДС крайне редко. Обычно сваривают алюминий и его сплавы в разнородном сочетании. При взаимодействии алюминия с железом образуется ряд интерметаллидов, охрупчивающих соединение, поэтому процессы взаимодействия металлов в стыке должны строго контролироваться. Эта опасность возникает при сварке алюминия АДО со сталью 12Х18Н10Т. Прочные и надежные соединения алюминия со сталью можно получить, используя промежуточные прокладки, наносимые на стальные детали гальваническим или химическим способом, напылением в вакууме или другими способами. Минимальную ширину слоя интерметаллидов получают в случае применения прокладок из цинка, серебра, меди, никеля, которые предотвращают или замедляют образование интерметаллидов. Так, сплав АМц и алюминий соединяют со сталью 20, сталью СтЗ, сталью 15, армко-железом через никелевую прокладку, которую наносят на стальную деталь через подслой меди. Сварка в вакууме со степенью 10-1 Па при Т= 823 К, р = 12—15 МПа, t = 2 мин. обеспечивает равнопрочность соединений с алюминием и сплавом АМц соответственно. Сварку стали с алюминием выполняют также с применением комбинированных покрытий стали: медно-цинкового, никель-цинкового (4—6 мкм меди или никеля и 30—40 мкм цинка) и серебряно-цинкового. При этом в соединении образуется прослойка сложного состава меньшей толщины и твердости. Сплавы АМг соединяют со сталью через прокладку алюминия, который в свою очередь сваривают со сталью с представленными выше покрытиями. Сварка алюминия и его сплавов с углеродистыми, высоколегированными сталями, коваром с меднением поверхности стальной детали или другими прокладками выполняется в вакууме со степенью 10-1-10-2 Па при температуре 773-823 К и давлении 5-15 МПа в течение t < 30 мин. в зависимости от физико-механических свойств алюминиевых сплавов. В тех же пределах изменяются параметры режима диффузионной сварки алюминия с химически активными и тугоплавкими металлами. Иногда применяют никелевые прокладки. Алюминиевые сплавы сваривают с тугоплавкими металлами через алюминиевые прокладки. Железо применяется в электронной технике лишь наиболее чистых сортов - марок А и Э. Из сортов магнитномягкого материала изготавливают составные полюсные наконечники, вкладыши, крышки, оболочки электровакуумных приборов. Стойкость по отношению к ртути делает сплав армко незаменимым материалом при изготовлении катодов ртутнонаполненных приборов. Вакуумная плотность деталей из низкоуглеродистых сталей существенно зависит от текстуры материала, что делает возможным натекание газов в прибор через основной материал. Для снижения этого нежелательного эффекта предъявляются специальные требования к конструированию соединений с учетом текстуры материала или применяются стали вакуумной плавки. Сварка титана и его сплавов. Титан обладает двумя основными преимуществами перед другими материалами: высокой удельной прочностью (прочность, отнесенная к плотности) вплоть до 723-773 К и хорошей коррозионной стойкостью во многих агрессивных средах. Он имеет две аллотропические модификации: высокотемпературную ((β-титан) с ОЦК решеткой и низкотемпературную (α-титан) с ГПУ решеткой. Температура полиморфного превращения титана в равновесных условиях равна примерно 1155 К. Чистый титан применяют ограниченно. Основные сложности сварки титана и его сплавов обусловлены поглощением газов, их диффузией из основного металла и повышением их содержания в зоне сварки, а также структурными превращениями. Большая химическая активность титана при высоких температурах по отношению к кислороду, азоту и водороду снижает пластичность металла, вызывает трещины и хрупкие разрушения. Титан и его сплавы образуют устойчивую оксидную пленку. Термодинамический анализ и многочисленные экспериментальные исследования показывают, что наиболее вероятным механизмом очистки поверхностей от оксидов является их растворение в основном металле, так как титан и его сплавы обладают способностью растворять при нагреве большое количество кислорода (до 30% при давлении 105 Па). Титан и его сплавы соединяются достаточно легко. Температуру сварки выбирают в диапазоне 1073—1373 К, т.е. в области температуры рекристаллизации; она составляет (0,7—0,8) Тпл. Учитывая низкий предел текучести титана и значительное влияние на него температуры, давление сжатий выбирают в пределах от 0,98 до 9,8 МПа. В зависимости от температуры и давления сжатия время сварки составляет от нескольких секунд до нескольких десятков минут. Уменьшения деформации изделий при сварке сплавов титана достигают путем применения прокладок из другого титанового сплава с большей скоростью ползучести или расплавляющихся, выдавливаемых и рассасывающихся прокладок, например из алюминия, меди, серебра. Весьма перспективна ДС титана и его сплавов в режиме сверхпластичности, что позволяет существенно уменьшать длительность процесса, стабилизировать качество соединений, уменьшать остаточные деформации. Эффект сверхпластичности проявляется при наличии мелкозернистой структуры металла, не претерпевающего полиморфных превращений, с зернами размером до 3 мкм в температурной области полиморфных превращений, а также при определенной скорости деформаций. Тугоплавкие металлы — вольфрам, молибден, ниобий — применяются обычно для изготовления деталей, подвергающихся в эксплуатации высокотемпературному воздействию (не менее 1300—1500oС). В электронике они используются для изготовления катодов прямого накала, анодов и сеток с высокими термическими нагрузками, замедляющих систем, вводов и др. Трудности получения неразъемных соединений тугоплавких металлов методами сварки и пайки обусловлены прежде всего хрупкостью этих материалов после нагрева выше температуры рекристаллизации, их высокой химической активностью при температуре более 300oС. Развитие процесса собирательной рекристаллизации приводит к росту зерен вольфрама, молибдена и других тугоплавких металлов и необратимому снижению прочностных и пластических характеристик. При нагревании тугоплавкие металлы энергично взаимодействуют с газами окружающей атмосферы с образованием окислов, нитридов, карбидов. Эти соединения выделяются по границам зерен и резко снижают пластические характеристики металла. В меньшей степени, чем вольфрам и молибден, охрупчивающему воздействию примесей подвержены ниобий и тантал. По указанным причинам из методов сварки плавлением лишь электронно-лучевая сварка, которая ведется в вакууме с локальным разогревом зоны соединения, обеспечивает получение удовлетворительных соединений этих металлов. Но сварка электронным лучом неприменима для развитых поверхностей контактирования (плоских, конических и т.д.). В этом случае особенно эффективно применение ДС.
|


