Способы наплавки
Ручную дуговую наплавку применяют для восстановления изношенных поверхностей, устранения брака литья и получения поверхности со специальными свойствами. Для выполнения наплавки используют покрытые плавящиеся; угольные и графитовые электроды. Наиболее широкое применение имеют электроды УОНИ-13/50,-13/60,-13/80 с фтористо-кальциевым покрытием. Наплавку выполняют на постоянном токе обратной полярности. При соблюдении режимов наплавки, указанных в паспорте на электроды, достигаются достаточные плотность и мелкозернистость наплавленного металла и исключается появление трещин. В качестве присадочного материала при применении неплавящихся электродов используют порошковые смеси: сталинит (8...10 % С; 13...17 % Мn; до 3% Si; 16...20 % Сr; остальное — Fe); вокар (9...10 % С; до 3% Si; до 2% Fe; остальное — W); боридную смесь (0,12% С; 35% Сr; 7,65 % В; остальное — Fe). На очищенную поверхность насыпают тонкий (0,2...0,3 мм) слой флюса, затем слой порошка толщиной 3...5 мм и шириной 20...60 мм; Дугу возбуждают на основном металле, а затем ее переносят на слой порошка. Наплавку выполняют на постоянном токе прямой полярности или на переменном. Автоматическую наплавку под флюсом выполняют обычной или порошковой проволокой. Флюс насыпают толщиной 50...60 мм. Ориентировочные режимы наплавки приведены в табл. 18.2. 18.2. Ориентировочные режимы автоматической наплавки под флюсом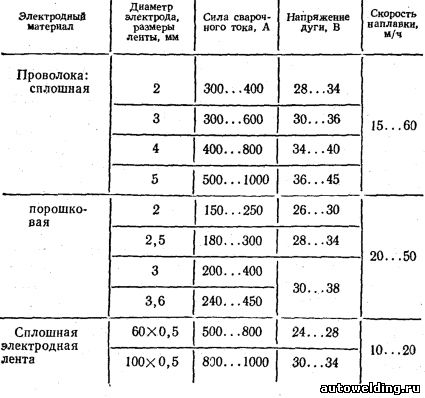
Автоматическую наплавку в защитных газах применяют в тех случаях, когда невозможна или затруднена наплавка под флюсом. Для защиты зоны горения дуги и жидкого металла используют углекислый газ, аргон или их смеси, иногда с добавлением кислорода. Плазменную наплавку выполняют с использованием гранулированных порошковых материалов или проволоки из, высоколегированных сталей. Плазменная наплавка имеет широкие технологические возможности: толщину наплавленного за один проход слоя можно изменять от 0,25 до 9,5 мм, а ширину — от 1,2 до 45 мм. Вибродуговая наплавка заключается в том, что между электродом и наплавляемой поверхностью периодически возбуждается и гаснет дуга. В момент короткого замыкания расплавленный металл проволоки приваривается к поверхности. Для уменьшения нагрева изделие охлаждают водяной эмульсией (50... ...60 г кальцинированной соды и 10...15 г технического мыла на 1 л воды). Наплавку выполняют в следующем режиме: напряжение источника тока — 14...24 В; диаметр электродной проволоки — 1,6...2,5 мм; сила сварочного тока — 100...250 А; частота колебаний электрода — 25...100 Гц. В процессе наплавки изделие вращается а электродная проволока перемещается по образующей и одновременно совершает возвратно-поступательное движение. Вибродуговой наплавкой восстанавливают поверхности стальных и чугунных изделий. За один проход наплавляется слой толщиной до 3 мм. Электрошлаковой наплавке подвергают плоские и цилиндрические поверхности. Она может быть рекомендована для изделий, поверхностные слои которых должны быть равномерны по толщине и иметь заданный химический состав. Э.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992
| 

