Пайка металла со стеклом
Расплавленные стекла хорошо смачивают все металлы при условии наличия на их поверхности адсорбирующего слоя окисла и нагрева до соответствующей температуры. Образование прочного соединения между металлом и стеклом зависит от напряжений в зоне спая, наличия газовых пузырей, процесса электролиза и расстекловывания стекла. Спаи металла со стеклом могут быть согласованными и несогласованными. Согласованные спаи образуются между стеклом и металлом с равными или близкими TKЛP во всем интервале температур от 20 °С до температуры пайки. Несогласованные спаи образуются между стеклом и металлом с резко различными ТКЛР. Обеспечение прочности в этом случае достигается конструктивными решениями металлической детали, которая должна свободно деформироваться вслед за деформацией стекла. При выборе металла для соединения со стеклом помимо значений ТКЛР (в зависимости от типа спая и его конструкции) важную роль играют температура плавления, упругость паров в вакууме, газовыделение, электро- и теплопроводность, магнитные свойства, химическая стойкость, механические свойства, обрабатываемость резанием и давлением, возможность сварки и пайки, наличие аллотропических изменений и др. Необходимость обеспечения постоянных электрических параметров в приборах, как условие их надежности и долговечности, выдвигает требования к структуре металла в рабочем интервале температур. Свойства металлов и стекол, применяемых для спаев, приведены на рис. 5, 6. 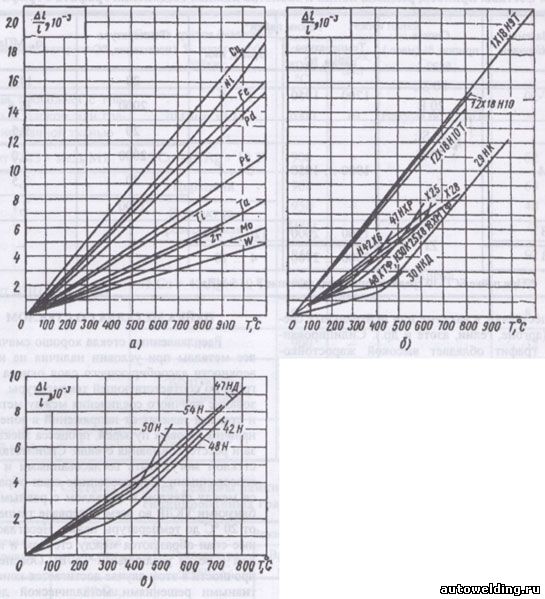
Рис. 5. Влияние температуры нагрева на относительное удлинение при пайке со стеклом:
а - металлов; б и в - сплавов 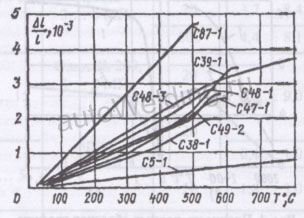
Рис. 6. Влияние температуры нагрева на относительное удлинение электровакуумных стекол При пайке металлов со стеклом используют газовый нагрев, индукционный, в печах, сопротивлением. Газовый нагрев применяют для бусинковых и ленточных спаев, для изготовления гребешковых и плоских ножек. Эти виды соединений выполняются при радиационном нагреве горелкой в печах, с помощью простых приспособлений или на универсальных горизонтально-заварочных станках для стеклодувных работ. Индукционный нагрев целесообразно применять для изготовления рантовых, дисковых и других типов соединений. При этом используют генераторы мощностью до 30 кВт и специальное оборудование. Для сплавления слоя стеклянной пасты, наносимой на поверхность металла для предотвращения его переокисления, нагрев производят в муфельных, туннельных и конвейерных печах. Печной нагрев целесообразен для пайки деталей простой конфигурации (глазковых, окошенных спаев, коаксиальных вводов, сжатых спаев, плоских ножек). Нагрев стекла осуществляется за счет теплопроводности металла, нагретого при пропускании через него тока. Этот способ нагрева обеспечивает дозирование тепла и не требует высокой квалификации оператора. Соединение стекла с металлом возможно за счет использования эмали. На соединяемые детали наносят слой эмалиевой пасты и место соединения нагревают до температуры ее плавления. При этом способе соединения уменьшаются внутренние напряжения, переокисление металла и обеспечивается получение разъемных вакуумно-плотных соединений. После соединения стекла с металлом производят отжиг соединений для снижения внутренних напряжений. Режим отжига выбирают с учетом ТКЛР соединяемых материалов и конструкции спая. С этой же целью применяют и оптимальный режим отжига или охлаждения для поддержания одинакового объемного сжатия металла и стекла в процессе охлаждения. Для соединения стекла с другими материалами применяются галлиевые пасты. В табл. 11 приведены сочетания материалов, для которых получено соединение с применением галлиевого припоя состава (массовые доли), %: 39,6 Ga; 4,4 Sn; 56 Cu (порошок). 11. Сочетание материалов при пайке микросхем с применением галлиевых паст Существующие способы пайки кварцевого стекла (кварца) с металлами различаются в зависимости от агрегатного состояния кварца во время пайки. Кварц можно паять, доводя его до плавления, при высокой температуре, как и стекло, или вести процесс при более низких температурах, когда кварц находится в твердом состоянии. При пайке кварца с его оплавлением используют переходные стекла с различными ТКЛР, которые, сплавляясь друг с другом, образуют постепенный переход от металла к кварцу таким образом, чтобы напряжения на отдельных границах между стеклами не превышали допустимых значений. В качестве металла для ввода применяют, как правило, вольфрам или молибден. Этот способ пайки кварца с металлами трудоемок, спаи имеют значительные размеры, механическая прочность и теплоемкость невелики. Более прогрессивным считается способ впаивания металлической фольги непосредственно в кварц (ленточные спаи). При этом в качестве металлов используют вольфрам, молибден, тантал, платину. Однако размеры фольги ограничены (ширина порядка нескольких миллиметров, толщина 0,01 ... 0,05 мм). Это ограничение связано с большой разностью ТКЛР соединяемых материалов. Иногда одновременно впаивают несколько одиночных тонких вводов. Существует способ пайки кварца с помощью активных металлов. В этом случае на поверхность кварца наносится слой титана или циркония, пайка производится припоями, содержащими легкоплавкие металлы - олово, индий, галлий. В качестве конструкционного металла используют медь, серебро, золото. По поверхности нанесенной на кварц пленки меди, никеля или серебра (гальванически, металлизацией, вжиганием) можно производить пайку его с металлами малооловянистыми припоями с применением канифольных флюсов. Пленка благородных металлов на кварце образуется по следующей технологии: на паяемую поверхность кварца наносят платино-золотую краску, нагревают в вакууме до 550 ... 580 °С до получения металлического блеска. Затем на поверхность кварца наносят пленку расплавленного индия при температуре 200 ... 250 °С. При пайке кварца с медью на кварц предварительно наносят слой титана из порошка гидрида титана, для чего используют пасту на амилацетате с добавкой биндера. Нагрев в вакууме (2,6 ... 6,5) * 103 Па при 1000 ... 1050 °С в течение 15 ... 30 мин. В качестве припоя используют свинец. Пайка ведется в вакууме (2,6 ... 6,5) 10-3 Па при 750 ... 800 °С. Возможна пайка кварца непосредственно с титаном или цирконием припоем ПСр 72. При этом образуются прочные и термостойкие спаи. Активный металл можно применять в качестве присадки к припою, например при пайке кварца со сплавом 29НК припоем ПСр 72. Для этого поверхность кварца покрывали гидридом титана, образующим в вакууме чистый титан. Для соединения кварца с никель-кобальтовым сплавом применяют также припой системы Ag-Cu эвтектического состава и сердечник, содержащий 8 % Ti (массовые доли). Полученные таким образом спаи сохраняют вакуумную плотность при повторном нагреве до 400 °С. При изготовлении ненапряженного спая кварца с металлами используют оловянно-титановый или свинцово-титановый припой. Для пайки кварца успешно используют галлиевые припои (например, при производстве пьезоэлектрических кварцевых резонаторов). При пайке галлиевыми припоями, содержащими индий, олово и медь, термообработку этих спаев следует проводить в кислородосодержащей атмосфере при температуре не менее 100 °С. Пайка кварца, покрытого алюминием и медью с никель-кобальтовым сплавом и латунью, производится припоем следующего состава (массовые доли), %: 75 In; 15,5 Sn; 2,5 Ag; 7 Bi. Температура пайки 370 ... 380 °С, выдержка - 20 мин. Пайка производится в вакууме 5 * 10-3 Па при давлении сжатия образцов 3 МПа. Полученные таким способом паяные соединения имеют предел прочности при срезе τср = 12 ... 15 МПа; могут работать в условиях нагрева (80 ... 100 °С) при статическом давлении 30 МПа, амплитудах пульсации давления 10-1 ... 4,5 МПа и диапазоне частот 20 ... 5000 Гц. Источник публикации: autowelding.ru - Справочник по пайке. Под ред. И.Е. Петрунина.
| 

