

Виды сварки - Холодная сварка
Холодная сварка
Не исключено, что данный способ соединения металлов применялся в глубокой древности. В частности, золотые коробочки, которые хранятся в Национальном музее в Ирландии, по заключению специалистов, изготовлены в эпоху позднего бронзового века холодной сваркой. История современного этапа развития холодной сварки начинается с исследований, выполненных в Англии в 1948 г. Всего за один год этот вид сварки получил широкое промышленное распространение не только в Англии, но и в США, Германии, СССР и других странах.
Особенность этого вида сварки заключается в том, что процесс протекает без внешнего нагрева при комнатной или более низкой температуре путем пластического деформирования соединяемых материалов (рис. 1.42).
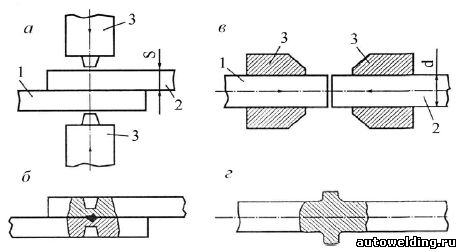
Рис. 1.42. Схемы холодной сварки: а, б – точечной; в, г – стыковой; 1, 2 – свариваемые детали; 3 – пуансоны; а, в – положение перед сваркой; б, г – после сварки
При этом соединяемые детали по поверхности соприкосновения за счет большой пластической деформации доводят до сближения на расстояние действия межатомных связей. Течение металла приводит к разрушению поверхностных пленок и выносу их в грат. Несмотря на это, необходима тщательная подготовка свариваемых кромок – обезжиривание и очистка.
Было показано, что существует связь между величиной деформации и прочностью получаемого соединения: пока деформация не достигнет некоторого критического значения, называемого деформацией схватывания, прочность сцепления равна нулю. При дальнейшем увеличении деформации прочность соединения быстро возрастает. При этом создается значительное упрочнение металла – до 50–80 % и более, в результате чего сварное соединение может быть прочнее основного металла.
Для оценки свариваемости металлов используется величина глубины вдавливания пуансона прямоугольного сечения, необходимая для сварки (табл. 1.2). Дальнейшими исследованиями было показано, что холодной сваркой можно соединять и разнородные металлы, вне зависимости от их взаимной растворимости и химических свойств. Преимуществом такого метода соединения является отсутствие хрупких интерметаллидов в переходной зоне. По сравнению с чистыми металлами сплавы свариваются хуже. Косвенной оценкой свариваемости сплавов может служить их твердость, повышение которой ухудшает свариваемость.
Таблица 1.2 Свариваемость металлов в атмосферных условиях
| Металл | Глубина вдавливания, % от толщины листа | Металл | Глубина вдавливания,% от толщины листа |
| Al (99,95 %) | 57,1 | Cd | 82,5 |
| Al (марка Аl) | 57,7 | Sn | 88,4 |
| Рb | 62,2 | Ni | 90,0 |
| Cu | 81,0 | Zn | 90,8 |
Применение вакуума в ряде случаев очень резко снижает величину деформации схватывания. Например, алюминий, медь, свинец, очищенные шабрением в вакууме, схватывались при деформации 5-8 %.
Развитие этого способа соединения привело к тому, что в настоящее время виды холодной сварки достаточно многочисленны и разнообразны. Они могут быть квалифицированы по следующим признакам:
- по виду соединения:
- стыковые;
- внахлестку;
- тавровые;
- сдвиговые;
- по способу приложения давления:
- статические;
- динамические;
- вибрационные;
- по способу вдавливания пуансона:
- точечная;
- линейная;
- кольцевая;
- шовная.
Холодной сваркой успешно соединяются алюминий, медь, никель, серебро, титан, индий, золото и другие пластичные цветные металлы и сплавы. Холодная сварка нашла широкое применение в электротехнике, радиотехнике и радиоэлектронике, приборостроении, цветной металлургии и машиностроении.
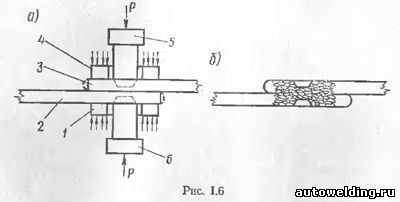
Холодная сварка осуществляется при значительной пластической деформации без внешнего нагрева соединяемых частей. Если две свариваемые пластины 2 и 3 (рис. 1.6, а), наложенные друг на друга внахлестку, обжать шайбами 1, 4, исключающими выпучивание пластин при их деформировании, и затем вдавливать в пластины пуансоны 5, 6, изготовленные из более твердого металла, то выдавливаемый пуансонами объем металла приведет к значительному деформированию металла в окружающей зоне.
По мере вдавливания пуансонов деформации будут увеличиваться и начнется течение металла, в частности вблизи поверхностей раздела пластин 2 и 8. Если эти поверхности предварительно очищены от жировых загрязнений, а окисные пленки окажутся разрушенными при течении металла, то во многих участках в области деформации чистые ювенильные поверхности пластин 2 и 3 придут в соприкосновение, при котором между ними возникнут металлические связи (рис. 1.6, б). Степень деформации, которая приведет к такому схватыванию, зависит от свойств металлов, свойств окисных пленок, схемы деформирования. Возможны и другие схемы деформирования, например сдвигом.
Холодной сваркой можно соединять только весьма пластичные металлы. При этом могут быть получены соединения внахлестку и встык.
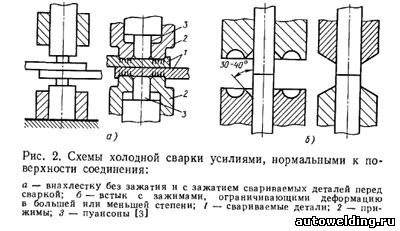
Холодная сварка — один из видов сварки в твердой фазе со значительной объемной пластической деформацией и малой степенью ее локализации в зоне контакта соединяемых материалов. Ее осуществляют давлением на воздухе при комнатной температуре, которая для большинства металлов значительно ниже температуры рекристаллизации обработки. Основной технологический вариант холодной сварки предусматривает совместную пластическую деформацию соединяемых деталей за счет приложения сил, нормальных к поверхности соединения. Иногда для интенсификации и облегчения относительных смещений соединяемых поверхностей дополнительно прилагают тангенциальные усилия.
Холодную сварку нормальными усилиями осуществляют внахлестку вдавливанием пуансонов в предварительно зажатые или незажатые детали или встык с использованием зажимных приспособлений, которые приводят к стесненной деформации в конце процесса (рис. 2). Для получения качественного соединения в обоих случаях необходимо значительное растекание металла в месте соединения, которое способствует разрушению и выносу окисных пленок из зоны контакта, сглаживанию поверхностных микронеровностей и образованию активных центров схватывания в местах выхода дислокаций и их скоплений.
Холодную сварку применяют также и для соединения разнородных металлов. Примерами могут служить: армирование алюминиевых проводов медными наконечниками; получение двух- и многослойного проката из лент, которые, проходя через зачистную машину, поступают в валки прокатного стана и свариваются с обжатием до 65% (никель — низкоуглеродистая сталь — никель, алюминий — железо — алюминий, медь — алюминий — медь, серебро — бронза— серебро, сереброникельмедный сплав и т. д.).
Для получения качественного соединения между разнородными металлами также необходима значительная совместная пластическая деформация.
Для осуществления холодной сварки, как правило, используют стандартное прессовое и прокатное оборудование, которое оснащают специальным инструментом в соответствии с типоразмерами свариваемых деталей. Наиболее широкое применение холодная сварка нашла в производстве изделий домашнего обихода из алюминия и его сплавов, в электротехнической промышленности и транспорте для соединения алюминиевых и медных проводов, а также алюминиевых проводов с медными наконечниками. В последние годы во ВНИИЭСО, ЦНИИ МПС и ряде других организаций для этих целей были разработаны образцы специализированного прессового оборудования, позволяющего, в частности, осуществлять сварку с комбинированным приложением нормальных и тангенциальных усилий. Для понимания физической природы холодной сварки и выявлений условий совместной пластической деформации, достаточных для получения качественного соединения различных металлов и сплавов, необходимо рассмотреть роль и особенности пластической деформации на всех основных стадиях процесса при образовании физического контакта (разрушение и удаление окисных пленок из зоны соединения, сглаживание поверхностных микронеровностей); активации контактных поверхностей (формирование активных центров в местах выхода дислокаций в зону контакта); объемном взаимодействии (образование мостиков схватывания на активных центрах, релаксация напряжений).
В связи с трудностью обеспечения схватывания металлов по всей поверхности контакта при холодной сварке реальную прочность соединения необходимо оценивать также с учетом влияния концентраторов напряжений от остающихся несплошностей (дефектов сварки) на разрушение мостиков схватывания при температурах, при которых у ряда металлов может проявляться хрупкость.
Холодная сварка осуществляется при низких гомологических температурах (< 0,4 Тпл), для которых характерны только низкотемпературные механизмы возврата в процессе упругопластической деформации и после снятия нагрузки (разрядка дислокаций в скоплениях за счет сильного упругого взаимодействия дислокаций, анигиляция дислокаций и взаимодействие их с точечными дефектами типа отжига вакансий на дислокациях, но без перестройки дислокаций по механизму переползания их винтовых и краевых компонент). Чем выше энергия дефектов упаковки кристаллической решетки (например, в ГЦК-металлах у алюминия по сравнению с медью), тем легче протекает возврат и полнее происходит релаксация напряжений. Однако на степень деформационного упрочнения при этих температурах могут также влиять и процессы взаимодействия дислокаций с межузельными атомами примесей или их комплексами с точечными дефектами, приводящие в ряде металлов (например, железо, титан и т. д.) к закреплению (блокировке) дислокаций и препятствующие релаксации напряжений. Эти процессы принято называть динамическим деформационным или просто деформационным старением, в зависимости от того, какие дислокации подвергаются блокировке — движущиеся или неподвижные.
Таким образом в условиях холодной сварки большинства металлов формирование общих зерен в зоне соединения невозможно из-за того, что при комнатной температуре рекристаллизационпые процессы в них протекать не могут. В то же время для некоторых легкоплавких металлов, например индия, галлия, свинца и т. п., комнатная температура выше температуры рекристаллизации обработки, и термин «холодная сварка» к ним применять можно только условно.
По условиям протекания завершающей стадии процесса, т. е. стадии объемного взаимодействия, сварка этих металлов давлением ближе к термокомпрессионной или диффузионной, чем к холодной сварке. Однако общее принципиальное отличие холодной сварки любых металлов от большинства способов их сварки в твердом состоянии при повышенных температурах связано с необходимостью разрушения и удаления окисных пленок из зоны контакта механическим путем, т. е. за счет интенсивной совместной пластической деформации. Величина пластической деформации, требуемой для разрушения и удаления окисных пленок, тем больше, чем меньше отношение твердостей пленки и металла и чем толще пленка. Далее пластическая деформация, как и при всех других способах сварки в твердом состоянии, обеспечивает образование физического контакта, активацию контактных поверхностей и их схватывание на стадии объемного взаимодействия. Различия на этих стадиях не принципиальны и связаны лишь с кинетическими особенностями процесса, которые определяются большей степенью затрудненности пластической деформации и релаксации напряжений, что дополнительно обусловливает еще большую величину накопленной деформации, требуемой для образования прочного соединения, по сравнению со способами сварки в твердом состоянии при повышенных температурах.
Источник: Николаев Г.А. "Сварка в машиностроении. Справочник. Т.1", М.П. Шалимов, В.И. Панов "Сварка Вчера, Сегодня, Завтра". Екатеринбург, 2006
