Нормативные документы - ГОСТ 14113-78
ГОСТ 14113-78. Сплавы алюминиевые антифрикционные. Марки
ГОСТ 14113-78 Сплавы алюминиевые антифрикционные. Марки
ГОСТ 14113-78
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СПЛАВЫ АЛЮМИНИЕВЫЕ
АНТИФРИКЦИОННЫЕ
Марки
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СПЛАВЫ АЛЮМИНИЕВЫЕ АНТИФРИКЦИОННЫЕ Марки Aluminium antifriction alloys. Grades | ГОСТ |
Дата введения 01.01.80 | |
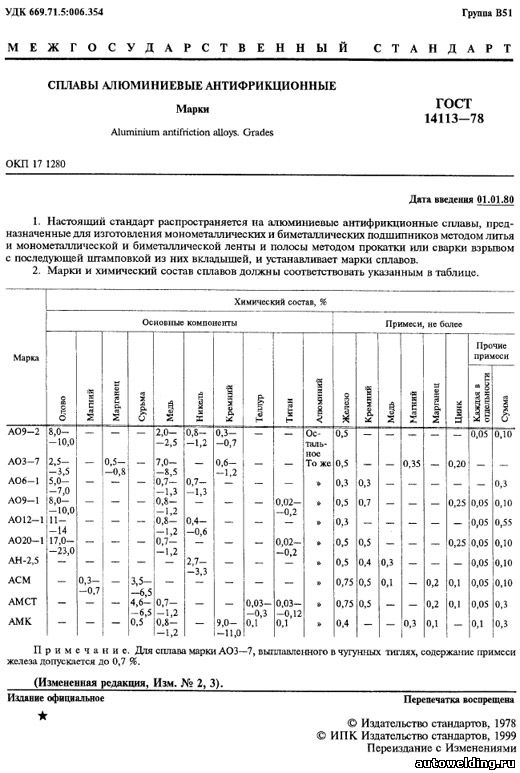
1. Настоящий стандарт распространяется на алюминиевые антифрикционные сплавы, предназначенные для изготовления монометаллических и биметаллических подшипников методом литья и монометаллической и биметаллической ленты и полосы методом прокатки или сварки взрывом с последующей штамповкой из них вкладышей, и устанавливает марки сплавов.
2. Марки и химический состав сплавов должны соответствовать указанным в таблице.
Марка | Химический состав | |||||||||||||||||
Основные компоненты | Примеси, не более | |||||||||||||||||
Олово | Магний | Марганец | Сурьма | Медь | Никель | Кремний | Теллур | Титан | Алюминий | Железо | Кремний | Медь | Магний | Марганец | Цинк | Прочие примеси | ||
Каждая в отдельности | Сумма | |||||||||||||||||
АО9-2 | 8,0-10,0 | - | - | - | 2,0-2,5 | 0,8-1,2 | 0,3-0,7 | - | - | Остальное | 0,5 | - | - | - | - | - | 0,05 | 0,10 |
АО3-7 | 2,5-3,5 | - | 0,5-0,8 | - | 7,0-8,5 | - | 0,6-1,2 | - | - | То же | 0,5 | - | - | 0,35 | - | 0,20 | - | - |
АО6-1 | 5,0-7,0 | - | - | - | 0,7-1,3 | 0,7-1,3 | - | - | - | » | 0,3 | 0,3 | - | - | - | - | - | 0,3 |
АО9-1 | 8,0-10,0 | - | - | - | 0,8-1,2 | - | - | - | 0,02-0,2 | » | 0,5 | 0,7 | - | - | - | 0,25 | 0,05 | 0,10 |
АО12-1 | 11-14 | - | - | - | 0,8-1,2 | 0,4-0,6 | - | - | - | » | 0,3 | - | - | - | - | - | 0,05 | 0,55 |
АО20-1 | 17,0-23,0 | - | - | - | 0,7-1,2 | - | - | - | 0,02-0,2 | » | 0,5 | 0,5 | - | - | - | 0,25 | 0,05 | 0,10 |
АН-2,5 | - | - | - | - | - | 2,7-3,3 | - | - | - | » | 0,5 | 0,4 | 0,3 | - | - | - | -,05 | 0,10 |
АСМ | - | 0,3-0,7 | - | 3,5-6,5 | - | - | - | - | - | » | 0,75 | 0,5 | 0,1 | - | 0,2 | 0,1 | 0,05 | 0,10 |
АМСТ | - | - | - | 4,6-6,5 | 0,7-1,2 | - | - | 0,03-0,3 | 0,03-0,12 | » | 0,75 | 0,5 | - | - | 0,2 | 0,1 | 0,05 | 0,3 |
АМК | - | - | - | 0,5 | 0,8-1,2 | - | 9,0-11,0 | 0,1 | 0,1 | » | 0,4 | - | - | 0,3 | 0,1 | - | 0,1 | 0,3 |
Примечание. Для сплава марки АО3-7, выплавленного в чугунных тиглях, содержание примеси железа допускается до 0,7 %.
(Измененная редакция, Изм. № 2, 3).
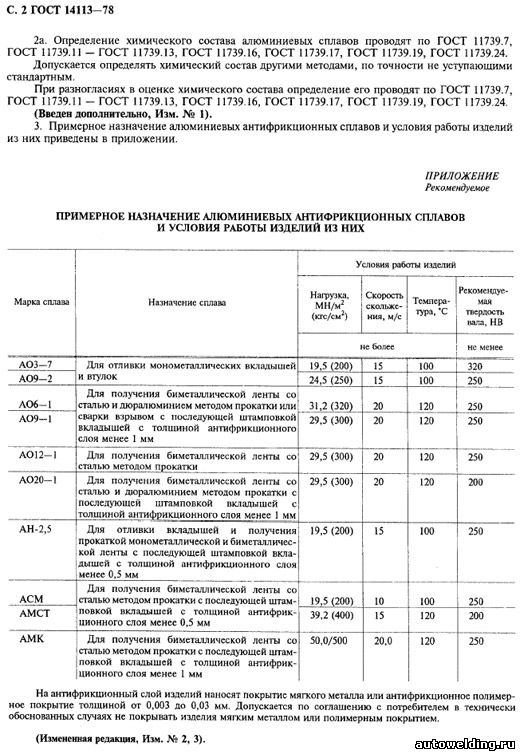
2а. Определение химического состава алюминиевых сплавов проводят по ГОСТ 11739.7, ГОСТ 11739.11 - ГОСТ 117-39.13, ГОСТ 11739.16, ГОСТ 11739.17, ГОСТ 11739.19, ГОСТ 11739.24.
Допускается определять химический состав другими методами, по точности не уступающими стандартным.
При разногласиях в оценке химического состава определение его проводят по ГОСТ 11739.7, ГОСТ 11739.11 - ГОСТ 11739-13, ГОСТ 11739.16, ГОСТ 11739.17, ГОСТ 11739.19, ГОСТ 11739.24.
(Введен дополнительно, Изм. № 1).
3. Примерное назначение алюминиевых антифрикционных сплавов и условия работы изделий из них приведены в приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Примерное назначение алюминиевых антифрикционных сплавов и условия работы изделий из них
Марка сплава | Назначение сплава | Условия работы изделий | |||
Нагрузка, МН/м2 (кгс/см2) | Скорость скольжения, м/с | Температура, °С | Рекомендуемая твердость вала, НВ | ||
не более | не менее | ||||
АО3-7 | Для отливки монометаллических вкладышей и втулок | 19,5 (200) | 15 | 100 | 320 |
АО9-2 | 24,5 (250) | 15 | 100 | 250 | |
АО6-1 | Для получения биметаллической ленты со сталью и дюралюминием методом прокатки или сварки взрывом с последующей штамповкой вкладышей с толщиной антифрикционного слоя менее 1 мм | 31,2 (320) | 20 | 120 | 250 |
АО9-1 | 29,5 (300) | 20 | 120 | 250 | |
АО12-1 | Для получения биметаллической ленты со сталью методом прокатки | 29,5 (300) | 20 | 120 | 250 |
АО20-1 | Для получения биметаллической ленты со сталью и дюралюминием методом прокатки с последующей штамповкой вкладышей с толщиной антифрикционного слоя менее 1 мм | 29,5 (300) | 20 | 120 | 200 |
АН-2,5 | Для отливки вкладышей и получения прокатной монометаллической и биметаллической ленты с последующей штамповкой вкладышей с толщиной антифрикционного слоя менее 0,5 мм | 19,5 (200) | 15 | 100 | 250 |
АСМ | Для получения биметаллической ленты со сталью методом прокатки с последующей штамповкой вкладышей с толщиной антифрикционного слоя менее 0,5 мм | 19,5 (200) | 10 | 100 | 250 |
АМСТ | 39,2 (400) | 15 | 120 | 200 | |
АМК | Для получения биметаллической ленты со сталью методом прокатки с последующей штамповкой вкладышей с толщиной антифрикционного слоя менее 1 мм | 50,0/500 | 20,0 | 120 | 250 |
На антифрикционный слой изделий наносят покрытие мягкого металла или антифрикционное полимерное покрытие толщиной от 0,003 до 0,03 мм. Допускается по соглашению с потребителем в технически обоснованных случаях не покрывать изделия мягким металлом или полимерным покрытием.
(Измененная редакция, Изм. № 2, 3).
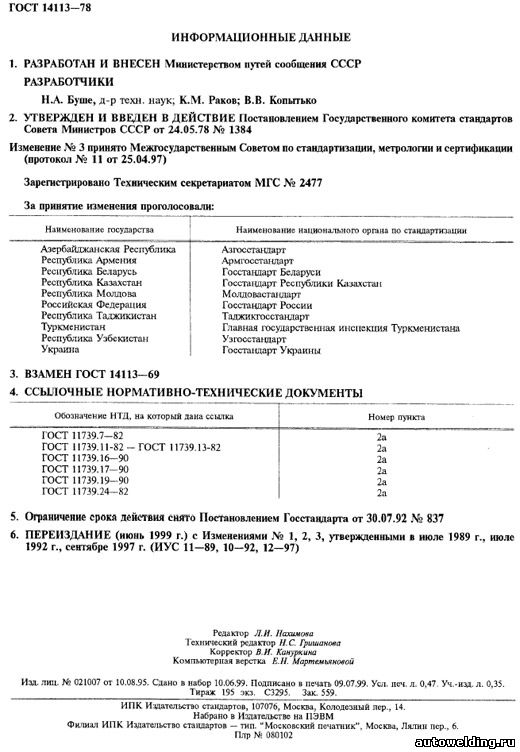
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения СССР
РАЗРАБОТЧИКИ
Н.А. Буше, д-р техн. наук; К.М. Раков; В.В. Копытько
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24.05.78 № 1384.
Изменение № 3 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 11 от 25.04.97)
Зарегистрировано Техническим секретариатом МГС № 2477
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. ВЗАМЕН ГОСТ 14113-69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 11739.7-99 | 2а |
ГОСТ 11739.11-98 - ГОСТ 11739.13-98 | 2а |
ГОСТ 11739.16-90 | 2а |
ГОСТ 11739.17-90 | 2а |
ГОСТ 11739.19-90 | 2а |
ГОСТ 11739.24-98 | 2а |
5. Ограничение срока действия снято Постановлением Госстандарта от 30.07.92 № 837
6. ИЗДАНИЕ с Изменениями № 1, 2, 3, утвержденными в июле 1989 г., июле 1992 г., сентябре 1997 г (ИУС 11-89, 10-92, 12-97)