

Виды сварки - Сварка под водой
Сварка под водой
С конца прошлого столетия известна возможность получения устойчивого дугового разряда в жидкой среде: воде, масле и т. д. В этом случае дуга горит в газовом пузыре, образуемом и непрерывно возобновляемом за счёт испарения и разложения окружающей жидкости тепловым действием дугового разряда.
Дуговая электросварка под водой впервые в мире осуществлена и изучена в Советском Союзе автором настоящей книги в 1932 г. Первоначальные опыты велись в небольшом бачке с проточной водой, куда сварщик погружал руки в длинных резиновых перчатках. Опыты показали, что можно получить устойчивое горение под водой металлической сварочной дуги, питаемой током от нормального сварочного агрегата при соблюдении некоторых условий. Самое важное из этих условий состоит в том, что на электродный стержень должен быть нанесён достаточно толстый совершенно водонепроницаемый слой обмазки, который не должен отсыревать даже при продолжительном пребывании электрода в воде. Водонепроницаемость слоя обмазки достигается после тщательной просушки пропиткой его различными лаками и т. п. составами. Хорошие результаты, например, даёт раствор 80 г целлулоида на 1 л ацетона. Обмазка, охлаждаемая снаружи водой, плавится несколько медленнее электродного стержня.
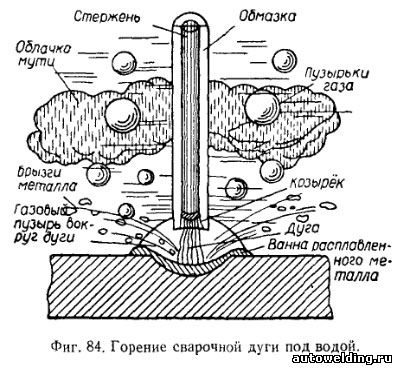
Выступающий конец слоя обмазки образует на конце электрода небольшую чашечку, так называемый козырёк, имеющий существенное значение для подводной металлической дуги. Козырёк защищает конец электродного стержня от попадания воды и повышает устойчивость газового пузыря вокруг дуги. Опыт показал, что при электродах с обмазкой надлежащего состава, правильно изготовленной и обработанной водонепроницаемым составом, дуга горит под водой вполне устойчиво при питании её сварочным током от нормальных сварочных агрегатов. Удовлетворительную устойчивость имеет также и дуга переменного тока, питаемая от нормального сварочного трансформатора, однако для подводной сварки предпочтительнее дуга постоянного тока. Наиболее важным результатом лабораторных исследований 1932 г. было установление интенсивного расплавления основного металла; дуга под водой плавит металл почти так же интенсивно, как и на воздухе. Это может быть объяснено способностью душ автоматически реагировать на воздействия внешней среды. Если усилить охлаждение какой-либо части дугового разряда, то автоматически происходит возрастание напряжённости электрического поля и падения напряжения в ней, ведущее к усилению тепловыделения, компенсирующему охлаждающее действие внешней среды.
Интенсивное расплавление металла подводной дугой даёт возможность успешно выполнять сварку металла под водой. Возможно выполнить все основные формы сварных соединений, применяемые на воздухе, как в нижнем, так в вертикальном и потолочном положениях. Металл, наплавленный под водой и на воздухе, имеет близкие механические свойства и состав. Зона влияния сужена; структура имеет признаки усиленного охлаждения окружающей водной средой.
Сварку можно успешно вести как в пресной, так и солёной морской воде. В том же 1932 г. новый способ нашёл практическое применение на морях и реках Советского Союза и был проверен в производственных условиях. Метод нашёл некоторое практическое применение, и до начала второй мировой войны было выполнено несколько серьёзных работ, связанных главным образом с ремонтом и подъёмом морских судов. Начавшаяся война с массовыми повреждениями и разрушениями судов и различных сооружений предъявила большой спрос к способу подводной сварки. В начале 1942 г. в Москве была создана под руководством автора специальная мощная лаборатория подводной сварки и резки, в которой опыты проводились в условиях, близких к производственным, в учебной камере водолазами - сварщиками. В короткое время была детально разработана и изучена технология подводной сварки и резки, подготовлены кадры. Процессы подводной сварки и резки во время войны получили широкое применение и прочно вошли в практику.
В отношении подводной сварки можно отметить следующие основные выводы. Сварочный ток для подводной сварки следует увеличить на 10—20% против таких же работ на воздухе. Напряжение подводной дуги на 5—7 в выше напряжения дуги на воздухе.
Общий вид дуги, горящей под водой, показан на фиг. 84. Избыток газов, создаваемых дугой, поднимается на поверхность воды отдельными пузырьками. Газ, выделяемый подводной дугой, состоит преимущественно из водорода и продуктов разложения электродной обмазки. Водород образуется за счёт отнятия кислорода паров воды нагретым металлом. Одновременно дуга образует значительное количество мути тёмно-бурого цвета, создающей облачко над дугой. Муть представляет собой, главным образом, коллоидальный раствор окислов железа, распыляемых дугой в форме мельчайших частиц.
Потери металла на угар и разбрызгивание довольно значительны, коэффициент наплавки около 6—7 г/а-час. Сварку можно вести на всех глубинах, на которых может работать водолаз в нормальном снаряжении; известны случаи выполнения работ на глубинах до 100 м. Прочность сварных соединений, выполняемых под водой, обычно несколько понижена, что объясняется главным образом тяжёлыми условиями работы подводного электросварщика-водолаза. Под водой часто недостаточна, а иногда и почти полностью отсутствует видимость, недостаточна устойчивость работающего, движения связаны водолазным снаряжением и т. д.
Подводная электросварка в настоящее время находит значительное практическое применение, на её основе развился, например, подводный судоремонт. При подводном судоремонте подводная часть судна ремонтируется без постановки его в док, на плаву. Выполнение ремонта подводной части на плаву в несколько раз сокращает срок выполнения и стоимость ремонта. Под водой вполне устойчиво горит угольная дуга и интенсивно плавит металл, создавая возможность производить его сварку.
Подводная сварка угольной дугой пока не нашла заметного практического применения.
