Сварочное оборудование - Установки для сварки вольфрамовым электродом в инертных газах
Установки для сварки вольфрамовым электродом в инертных газах
Классификация и основные узлы
Оборудование для сварки неплавящимся электродом в инертных газах классифицируется по роду сварочного тока (постоянный или переменный), способу применения (ручное или автоматическое), назначению (универсальное или специализированное) и составу (в зависимости от наличия механизмов, расширяющих технологические возможности). В состав установок для ручной сварки постоянным током входят: источники сварочного тока, сварочная горелка, устройство для первоначального поджига (возбуждения) сварочной дуги, аппаратура управления сварочным циклом и газовой защитой.
Оборудование для ручной сварки переменным током, кроме основных узлов, входящих в состав установки постоянного тока, включает устройства для стабилизации горения дуги (стабилизатор), для компенсации или регулирования постоянной составляющей сварочного тока.
Простейшая сварочная головка состоит из сварочной горелки, устройства для установочных перемещений горелки (настройка на шов и установка длины дуги). Обычно сварочная головка содержит и другие функциональные узлы: стабилизатор длины дуги или автоматический регулятор напряжения на дуге, механизм для подачи присадочной проволоки, механизм для установочных перемещений мундштука для подвода присадки к сварочной ванне, устройство для колебания горелки поперек стыка (колебатель).
Головка может быть самоходной, устанавливаться на самоходную тележку-трактор (автомат тракторного типа) или укрепляться неподвижно, если сварочное движение осуществляется изделием (подвесная головка). На самоходных головках устанавливается привод перемещения вдоль линии сварки. Современные автоматы иногда снабжаются системами слежения за линией стыка изделия. В этом случае сварочная головка имеет механизм поперечного перемещения горелки. Обычно этот механизм выполняет функции колебателя.
Автоматы для сварки вольфрамовым электродом
Автомат типа АДСВ-6 предназначен для сварки вольфрамовым электродом в аргоне продольных швов изделий на постоянном, пульсирующем и переменном токе до 315 А, в зависимости от того, каким источником питания комплектуется автомат. Скорость сварки регулируется в пределах 5—80 м/ч с точностью поддержания этого параметра ±2%, скорость подачи присадки ф 0,8—2 мм — в пределах 8—120 м/ч с той же точностью стабилизации. Горелка рассчитана на закрепление вольфрамовых электродов диаметром 1—5 мм. Он комплектуется унифицированной головкой АСГВ-4, регулятором напряжения дуги и устройством слежения за линией стыка с индукционным датчиком положения стыка. Масса головки 27 кг, ход механизмов ±50 мм.
Для сварки труб в монтажных условиях наибольшее распространение получили автоматы типа ОДА (ОДА-1С, ОДА-2С, ОДА-ЗС) и типа ACT (ACT-I и ACT-II).
Автоматы типа ОДА предназначены для сварки без присадки неповоротных стыков труб диаметром 8—76 мм с толщиной стенки до 3 мм. Они снабжены механизмом стабилизации длины дуги; механизмы головки размещены на скобе, приводимой в движение от приводного двигателя с помощью раздаточного шестеренчатого механизма. Особенностью механизма поперечной коррекции является вывод его рукоятки на неподвижную часть, что позволяет осуществлять регулирование по стыку в процессе сварки. Переносные головки имеют небольшую массу (<12 кг), малую установочную длину (<10 см) и малый радиус вращающихся частей (<90 см), позволяющие широко применять их в условиях монтажа.
Автоматы ACT предназначены для сварки неповоротных стыков труб в монтажных условиях (тип ACT-II) и цеховых (тип ACT-I). В зависимости от материала изделия они комплектуются источниками постоянного (ACT-IC, ACT-IT — для стали и титана) и переменного (ACT-IA) тока. Они позволяют сваривать трубы диаметром <220 мм с толщиной стенки <20 мм, снабжены механизмами подачи присадки, поперечных колебаний электрода и регуляторами напряжения дуги. Для установки на трубу корпус автомата выполнен разъемным.
Для монтажной сварки трубопроводов атомных электростанций разработаны малогабаритные автоматы АДГ-201 и АДГ-301.
Автомат АДГ-201 предназначен для сварки труб диаметром 57—160 мм. В его состав входят источник питания — транзисторный источник тока типа УДГ-201, аппаратура управления и четыре сменные сварочные головки. У головок общая конструктивная схема. На механизме зажатия эксцентрикового типа размещены электродвигатель, служащий приводом орбитального перемещения с редуктором, и кольцевые направляющие, по которым перемещается планшайба. Зубчатое колесо планшайбы сцеплено с роликом привода орбитального перемещения. Для надевания на трубу колесо имеет откидывающийся сектор. На планшайбе размещены механизмы головки: механизм регулятора напряжения дуги со сварочной горелкой, колебатель и механизм подачи присадочной проволоки с кассетой. Головки имеют малую установочную длину (<90 мм) и малый радиус вращающихся частей (93 мм в головке для сварки труб диаметром до 76 мм и 135 мм в головке для сварки труб диаметром 160 мм), что позволяет вести сварку в условиях АЭС.
Автомат АДГ 301 перемещается по направляющему зубчатому колесу, установленному на трубе В комплект входят колеса пяти типоразмеров для сварки труб диаметром 219— 1020 мм. На тракторе размещены привод орбитального движения, механизм регулирования напряжения дуги, механизм подачи присадочной проволоки, колебатель и механизм дистанционного управления присадкой.
Аппаратура управления типа АУК-03, выполненная на базе микроЭВМ обеспечивает сварку с пульта управления либо по программе, записанной перед началом работы, или по одной из программ, имеющихся в библиотеке (в постоянном запоминающем устройстве — ПЗУ).
Установки для ручной сварки вольфрамовым электродом
Серийно выпускается установка для плазменной и аргонодуговой сварки на постоянном токе типа УПС-301У4. В нее входят: сварочный выпрямитель с тиристорным регулированием сварочного тока, горелки для плазменной и аргонодуговой сварки, блок поджигания, содержащий возбудитель дуги типа УПД-1 или ВИС-501, газовая аппаратура (клапан, ротаметры), дистанционный регулятор сварочного тока.
Для сварки от мощных шинопроводов постоянного тока (от многопостовых источников) выпускается установка УПГ 201УЗ. Это — переносной транзисторный регулятор тока с вертикальной («штыковой») внешней характеристикой, обеспечивающий зажигание дуги коротким замыканием на малом токе, работу в режиме сварки пульсирующей дугой. Установка снабжена устройством для плавного нарастания тока при зажигании дуги и плавного снижения его в конце сварки, комплектуется газовой аппаратурой и горелкой без водяного охлаждения.
На базе транзисторного инвертора разработана установка типа УДГ-350. Она снабжена горелками на 200 и 315 А. Блок цикла сварки обеспечивает. контактное зажигание дуги на токе 10 А, автоматическое нарастание сварочного тока до заданного, плавное спадание и продувку газа в конце сварки, регулировку амплитуд и длительностей тока импульса и паузы при сварке пульсирующей дугой.
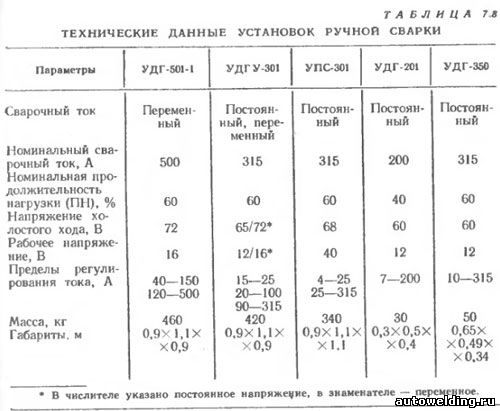
Для сварки на переменном токе алюминиевых сплавов, цветных металлов и легированных сталей выпускаются установки типа УДГУ-301 (с 1991 г.—УДГУ-302) и УДГ-501-1. Установки обеспечивают компенсацию постоянной составляющей сварочного тока, заварку кратера и комплектуются тремя горелками серии ГР. Для увеличения радиуса действия имеется съемный переносной блок поджигания дуги, в котором размещены газовый клапан, возбудитель-стабилизатор дуги и дистанционный регулятор сварочного тока. Технические данные установок для ручной сварки приведены в табл. 7.8.