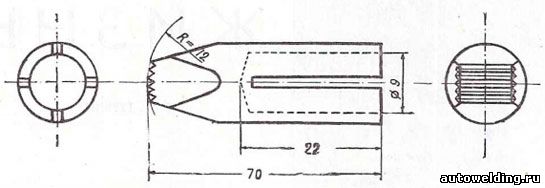
Любой мастер, даже в плохо оборудованной мастерской, по этому чертежу сделает эту простую насадку к электропаяльнику. (Размеры на чертеже даны для паяльника, стержень которого имеет диаметр 9 мм.) Желательно изготовить насадку из стали У7 и закалить ее с тем, чтобы зубцы не срабатывались. Зубцы должны быть острыми. Их можно сделать обычным напильником с ромбическим сечением.
Трубка насадки разрезается ножовкой на четыре части с тем, чтобы ее легко можно было надевать на стержень паяльника и снимать с него.
Если предстоит паять много деталей, то лучше иметь под руками два паяльника: один — для пайки, другой (с насадкой) — для покрытия очищенной детали флюсом.
Пайка осуществляется следующим образом.
Место спая очистите до блеска металла, затем возьмите на зубчики нагретой насадки канифоль и поднесите ее к месту, которое надо облудить. Как только капля канифоли начнет покрывать деталь, медленными и короткими движениями начинайте скоблить насадкой место лужения. Очищенная поверхность (с которой удалена окись алюминия) покроется флюсом. Таким методом очищается вся поверхность спая. Затем облудите очищенное место. Делается это так. Возьмите на паяльник каплю олова, предварительно посыпанную канифолью, и поднесите ее к месту лужения. Облуженное место иногда получается шероховатым, в таком случае паяльником следует снять всю шероховатую массу. (Это пористое олово, смешанное с частицами окиси алюминия, которая образуется из-за недостатка флюса при воздействии кислорода при высокой температуре.) После удаления окисленного олова с детали припаиваете к ней другую, подготовленную таким же образом деталь (если она алюминиевая). На место спая насыпьте канифоли, а затем возьмите на паяльник каплю олова и поднесите ее к спаю. Как только олово смочит место спая, паяльник уберите. Перед повторным поднесением паяльника к спаю спай снова посыпьте канифолью.
Алюминий имеет большую теплопроводность, и процесс пайки поэтому начинается не так быстро, как при пайке жести. При пайке, а особенно при лужении, держите хорошо нагретый паяльник на одном месте до тех пор, пока не начнет плавиться олово на детали, а затем начинайте медленней обычного водить паяльником по детали.