Мастер, хорошо владеющий токарным станком, может выточить на нем многие сложные, нередко совершенно неожиданные для токарного дела вещи. Такие, скажем, как звезда, многозвенная цепь, кубик и тому подобные изделия, причем вовсе не обязательно круглые. Удивительно, но на токарном станке можно целиком изготовить головоломку «кубик Рубика» — изделие само по себе достаточно непростое. Все составляющие его элементы: центральные, бортовые, угловые а также корпусной кубики сложной конфигурации вытачиваются в обычном трехкулачковом патроне. Работа над кубиком принесет двойную пользу: более глубокое овладение токарным мастерством и обладание столь популярной сегодня головоломкой, сделанной собственными руками.
На токарном станке все ручные операции, кроме сборки, отпадают. На нем можно получить высокую точность и чистоту обработки, причем для изготовления кубика не требуется сложных приспособлений и специального инструмента (нужны лишь подрезной и отрезной резцы). Токарный станок широко распространен — он есть на любом производстве, в школьной мастерской, во Дворце пионеров, работа на нем доступна людям разных профессий и возрастов.
В качестве материала лучше использовать эластичные пластмассы, например, оргстекло, винипласт, фторопласт, если же их нет, то алюминий, в котором после изготовления кубиков можно высверлить отверстия для облегчения конструкции.
Кубик Рубика размером 36x36x36 мм и брелок с действующим кубиком размером 12x12x12 мм, изготовленные на токарном станке.
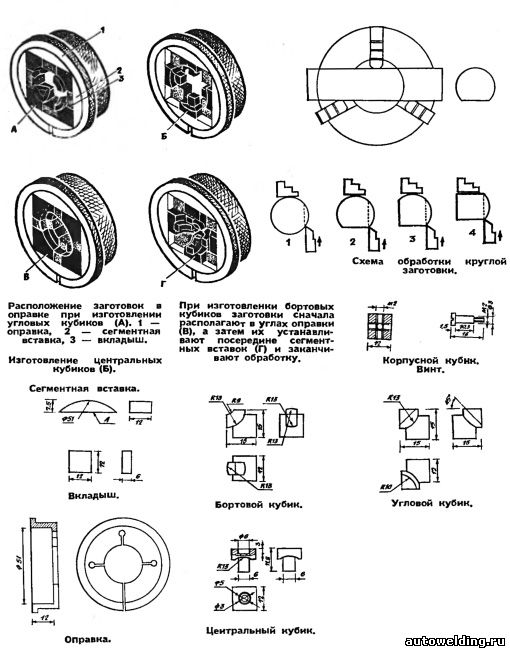
Заготовками служат 7 кубиков 12 X 12 X 12 мм (центральные и корпусной), 12 кубиков 12 X 15 X 15 мм (бортовые) и 8 кубиков 15 X X 15 X 15 мм (угловые). Они также изготавливаются на токарном станке. Один из возможных вариантов приведен на рисунке. Заготовку в виде прутка зажимают в трехкулачковый патрон и подрезным резцом вытачивают базовую плоскость. Далее эту плоскость устанавливают на два кулачка патрона, а третьим поджимают заготовку сверху. Поперечной подачей резца обрабатывают вторую плоскость. Затем еще два поворота прутка на 90°, и можно отрезать заготовки нужного размера.
Можно изготавливать кубики и из отдельно нарезанных цилиндров диаметром 22 мм, высотой 15 мм (для угловых и бортовых кубиков) и диаметром 18 мм, высотой 12 мм (для центральных и корпусного). В этом случае основание цилиндра устанавливают на один из кулачков, а двумя другими поджимают. Поперечной подачей резца торцуют часть боковой поверхности цилиндра до требуемого размера в зависимости от типа кубика, а затем, последовательно поворачивая цилиндр на 90° вокруг оси, получают оставшиеся грани кубика, причем угол 90° определяется самими кулачками патрона.
Если в распоряжении имеется листовой материал, его режут ножовкой на кубики большего размера, а затем обрабатывают их на станке.Изготовление заготовок— наиболее трудоемкая из всех операций. Все остальные требуют гораздо меньших затрат времени и труда. Дальнейшая работа выполняется с помощью разрезной оправки, четырех сегментных вставок и четырех вкладышей, которые также были сделаны на токарном станке (см. рис.). Сегментную вставку получают из кольца с внешним диаметром 51 мм и внутренним диаметром35 мм. Его разрезают, а затем протачивают поверхность А на станке. Конечно, эту операцию можно было бы проделать с помощью напильника в тисках, но вряд ли стоит пренебрегать возможностями станка: он позволяет точно выдержать размер 7,5 мм (а именно он в данном случае будет определяющим) и получить качественную поверхность, которая затем станет базовой.
Теперь, наверное, уже ясен дальнейший ход работы. Сегментные вставки помещают в оправку. Для изготовления центральных кубиков заготовки ставят вдоль осей оправки, а в углах размещают вкладыши (см. рис.). В этом положении заготовки растачивают под диаметр 26 мм на глубину 3 мм. Диаметр и глубина срезаемого материала остаются постоянными на всех этапах обработки в оправке.
Аналогично изготавливают угловые кубики, их располагают в углах оправки. После обработки последней стороны снимают фаску под углом 45° до диаметра 20 мм (см. рис.).
Бортовой кубик изготавливают в двух положениях: сначала в углах, а затем по серединам сегментов (см. рис.). Соответствующим образом располагают и вкладыши. Следует отметить, что когда кубики расположены вдоль осей оправки, вначале могут быть обработаны только два кубика. В качестве недостающих вкладышей можно использовать центральные кубики. При последующих переходах в работе участвуют уже все четыре кубика. Все остальные операции не требуют пояснений.
Вращение кубика будет более плавным, если отверстие диаметром 3 мм в центральном кубике рассверлить до 4 мм на глубину 5 мм и установить пружину под головку винта.
У собранного кубика на каждой грани наклейте бумажные квадратики соответствующего цвета и покройте их тонким слоем бесцветного лака. Хорошо выглядят квадратики из тонколистового алюминия, окрашенного нитроэмалью разных цветов. Если с квадратиков снять фаски, то образовавшаяся серебристая рамка придает кубику привлекательный вид.
Почему размер элементарного кубика выбран 12 мм? С одной стороны, этого достаточно, чтобы не чувствовать неудобства при пользовании головоломкой, а с другой — позволяет носить ее в кармане. Если же вы хотите иметь кубик больших габаритов, пропорционально увеличьте приведенные размеры. Так, для того чтобы получить «венгерский кубик», все размеры нужно увеличить в 1,5 раза, а сделанный нами кубик-брелок имеет размеры, уменьшенные в 3 раза.