Главная » Резец плюс ролик. Процесс обработки и упрочнения металлических деталей
Резец плюс ролик. Процесс обработки и упрочнения металлических деталей
Хорошо известно, что небольшая деформация делает металл более прочным — недаром в старину мечи ковали, а не отливали или обтачивали. Это свойство используется и сегодня — поверхность многих металлических деталей упрочняется деформацией (например, при обкатывании заготовки роликом из твердого сплава). Правда, такая технология требует последовательного выполнения нескольких операций, а значит, дополнительных затрат времени.
На кафедре технологии и автоматизации механосборочного производства Московского автомеханического института разработан новый высокопроизводительный процесс обработки и упрочнения металлических деталей — размерное совмещенное обкатывание. В отличие от всех других он позволяет изготовить деталь нужного размера с упрочненной и гладкой поверхностью за один проход инструмента.
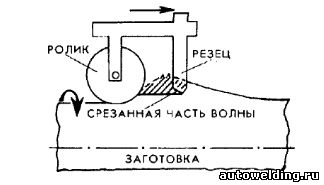
Суть метода в том, что обработка ведется с необычайно сильной деформацией, то есть глубоким погружением ролика в поверхность заготовки. Обычно при такой сильной деформации перед роликом возникает высокая бегущая волна пластически деформированного металла, и через короткое время поверхность заготовки перед роликом разрушается, а качество обработки резко падает. Проведя тщательный анализ процесса, авторы нового метода придумали, как обойти эту трудность. Поскольку разрушение поверхности обычно начинается на гребне волны, они предложили удалять основную часть волны, установив перед роликом резец.
По материалам журнала Наука и жизнь, 07, 1991 год.