Промышленные сварочные роботы: разработка робототехнических комплексов, реализованные проекты
www.autowelding.ru - Сварочное оборудование - Промышленные роботы
Промышленные роботы
Промышленный робот — манипулятор автоматического действия, оснащенный системой цифрового программного управления. В нем совмещаются большая гибкость исполнительных органов, обладающих обычной для манипуляторов высокой подвижностью, и легкость переналадки их двигательных функций. Роботы, предназначены для выполнения разнообразных работ при минимальном участии человека в акте управления. Они являются универсальными автоматами, в состав которых входят три основных функциональных узла: рабочие органы — «руки», вычислительная машина, управляющая ими, и устройства сбора информации о среде, сообщающие роботу способность адаптации к ней.
Промышленный робот обладает памятью, имеет специальную, систему обучения. Управление группой роботов может осуществляться от одной центральной электронной цифровой вычислительной машины. Американские фирмы «Unimate» и AMV в начале 60-х годов создали первые модели сложных программируемых роботов.
Роботы прошли испытания в промышленных условиях и, по расчетам зарубежных фирм, их ежегодный выпуск к концу 70-х годов составит тысячи единиц.
Открываются широкие возможности в применении оборудования, оснащенного цифровым программным управлением (ЦПУ), для решения задач автоматизации мелкосерийного и серийного» производства. Если на первых порах роботы заменяли человека на утомительных и опасных работах, то в дальнейшем сфера их применения охватила и также производственные операции, как покраска, сварка, подача исходных материалов и снятие готовой продукции.
Задачу автоматического перемещения и обработки деталей, при выполнении производственных процессов в машиностроении на первых порах решали с помощью механизмов, имеющих нередко сложные и оригинальные кинематические связи. Большие сложности при этом возникают при необходимости изменения операций цикла.
Второй этап развития автоматических устройств стал возможным после появления автоматических устройств, обладающих памятью и способных выполнять ряд сложных операций, быстро переналаживаться на другой цикл и не реагировать на изменение внешних условий.
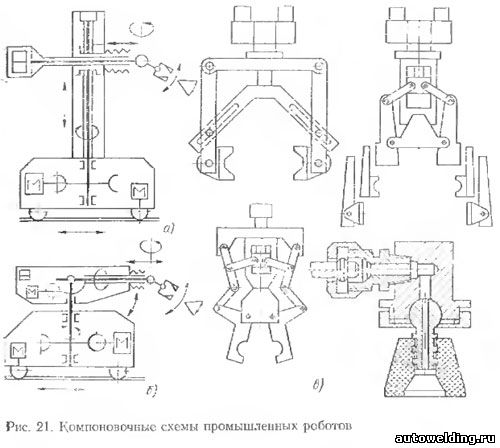
Рабочий орган должен подобно руке человека перемещать, объект в заданную точку пространства и определенным образом, ориентировать этот объект; причем «рука» робота должна обладать достаточной маневренностью, грузоподъемностью, точностью позиционирования и скоростью. «Кисть» на конце руки, робота состоит из зажимных устройств, способных удерживать детали и узлы. В такой кисти могут быть один или два набора «пальцев» или же вакуумные (или магнитные) присоски (см. рис. 21, в).
К роботу можно подсоединять разные кисти для выполнения различных работ. При этом замена кистей может выполняться автоматически, без участия человека. Зажимные кисти фирмы «Andreiden Geselscbaft» (ФРГ) имеют три и пять пальцев. Кисть с тремя пальцами позволяет захватывать до 80% тех предметов, которые могут удерживаться рукой человека.
Роботам-манипуляторам в зависимости от их конструкции и назначения придается от двух до шести степеней свободы. Кроме того, в некоторых роботах, например, в роботах фирмы «Versatran», обеспечиваются дополнительные степени свободы за счет «перемещения вдоль направляющих салазок. Число степеней свободы рабочего органа и самого робота достигает восьми.
Рука робота может вращать кисть и перемещаться по вертикали и по горизонтали. Сама кисть может сжиматься или разжиматься, поворачиваться и наклоняться вперед и в стороны, как кисть человеческой руки.
Перемещение рабочего органа может быть прерывистым (от точки к точке) и плавным. У роботов с плавным перемещением рабочего органа последний, как правило, движется по контуру, определенному той задачей, которую выполняет робот. Робот с прерывистым движением рабочего органа предназначается в большинстве случаев для прямолинейного перемещения деталей от одной операции к другой. Погрешность установки рабочего органа для такого робота может не превышать нескольких сотых миллиметра.
В качестве привода исполнительных органов робота хорошо зарекомендовали себя электрогидравлические устройства, сочетающие такие качества, как большая выходная мощность при малой инерционности, надежность в работе и возможность электрического управления. В зависимости от типа памяти и исполнительных звеньев система управления может быть цифровой, аналоговой или смешанной. Роботы второго поколения, имеющие в системе управления мини-ЭВМ, оснащены «телеглазом».
Роботы повышенной сложности могут быть запрограммированы на повторяющийся останов рабочего органа в 200—3000 точках рабочей зоны, а не в 20—30 точках, как у простых роботов. Их сравнительно легко запрограммировать на работу в режиме «обучения». В этих роботах с регулированием по замкнутому контуру, а не по разомкнутому, как в простых роботах, выделены отдельные устройства управления для руки и кисти.
Чтобы соблюдать правильную траекторию движения руки три повторяющихся рабочих операциях, робот должен обладать памятью: на вращающемся магнитном барабане, на цилиндрических магнитных тонких пленках, как в роботах «Unimate», на потенциометрах, как в роботах «Versatran» фирмы «AMV», или на металлоокисных полупроводниках (МОП) сдвиговых регистрах, разработанной шведской фирмой «Relab».
Кроме того, используются полупроводниковые запоминающие устройства (ЗУ), связанные с мини-ЭВМ, как в работе фирмы Cavassaci Corporation (Япония) или «Sindstrand Corporation» (США).
К устройствам памяти необходимо отнести также простые конечные выключатели и механические упоры с предварительной установкой положения, используемые в большинстве недорогих роботов. В роботе «Unimate» функцию программирования выполняет транзисторный логический блок, считывающий информацию из ЗУ на цилиндрических магнитных пленках. В роботе «Versatran» и многих других последовательность выполняемых операций задается посредством переключения короткозамыкающих штырей и электронной коммутационной панели, от которой управляются логические схемы на реле.
Конкретный вариант системы управления определяется технико-экономическими показателями. На рис. 21 представлены основные (базовые) компоновочные схемы промышленных роботов.
Технический интерес представляет промышленный робот для манипулирования сварочными клещами (рис. 22). Он имеет запоминающее (программирующее) устройство для управления рабочими и вспомогательными движениями инструмента.
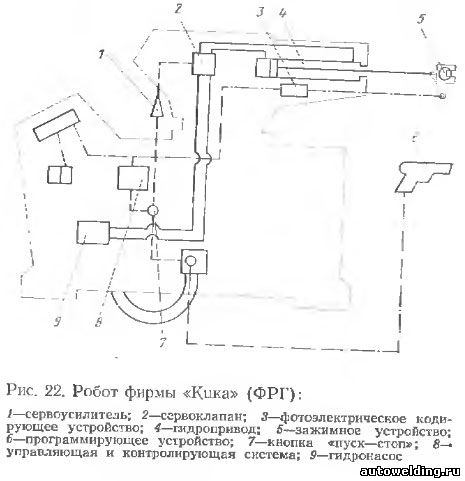
При составлении программы можно использовать обратную связь — после установки инструмента с помощью кнопок управления гидравлическим сервоприводом в требуемой точке его расположение кодируется и записывается на программу. Емкость накопителя позволяет запомнить несколько различных программ. Зона обслуживания робота 220° в горизонтальной плоскости, 57° в радиальной плоскости, 1050 мм в радиальном направлении. Масса инструмента до 11,3 кг; точность его установки ±1,2 мм; радиальная скорость 0,76 м/с; вертикальная скорость 1,27 м/с; скорость вращения инструмента и поворота консоли 110° в секунду.
Загрузочные устройства (роботы) с программным управлением выполняют разнообразные транспортные и технологические операции. Устройства с программным управлением «Versatran» представляют собой перемещающуюся по напольным или подвесным направляющим стойку, несущую горизонтальную механическую руку (рис. 21, а) с захватом.
В зависимости от исполнения цикл работы робота состоит из комбинации следующих движений: перемещение всего устройства по направляющим, вертикальное перемещение механической руки по стойке, горизонтальное прямолинейное перемещение захвата, поворот механической руки в горизонтальной плоскости, поворот захвата относительно механической руки, зажим-разжим захвата.
Управление — горизонтальное или контурное. Величина горизонтального перемещения руки — до 1000 мм, вертикального — до 750 мм; точность позиционирования +0,5 мм. Максимальный поворот механической руки 240°. Грузоподъемность — до 60 кг при длине механической руки 1100 мм.
Устройства применяют в производстве, где условия работы тяжелы, вредны и опасны для здоровья человека: при штамповке, ковке, точечной сварке, литье под давлением и т. д.
Некоторые устройства оборудованы запоминающими системами на магнитном барабане различной емкости, обеспечивающими запоминание от 128 до 1024 команд, записанных методом «самообслуживания».
Такой метод программирования применяет фирма «Unimate». Устройства этой фирмы (см. рис. 21, б) представляют собой смонтированную на корпусе механическую руку с гидравлическим приводом, действующую по программе по пяти координатным осям. Основные движения механической руки следующие: поворот относительно корпуса вокруг вертикальной оси, поворот относительно корпуса вокруг горизонтальной оси (наклон), горизонтальное прямолинейное перемещение захватов механической руки, поворот захватов вокруг вертикальной оси, разжим-зажим захватов.
Самые маленькие (по размерам) роботы серии 2000 имеют руку, которая может выступать от точки подвески почти на 2,5 м и перемещать нагрузку на шаг 0,12 мм. Такой гидромеханический робот имеет массу около 1400 кг, высоту 1,5 м и размеры основания 1,5х1,2 м.
Роботы все шире внедряются в сферу сварочного производства. Так, роботы фирмы «Unimate», оборудованные сварочными клещами, успешно используются в сварочных линиях на заводах многих фирм. По мнению представителей фирмы «General Motors», надежность сварки при использовании роботов так же высока, как при использовании любого другого автоматического» оборудования.
Большое внимание уделяется повышению точности сварочного оборудования и встройке в него систем управления процессом сварки. Японская фирма «Matusita», например, разработала экспериментальную замкнутую систему с запоминающим устройством на ленте для управления сваркой в среде углекислого газа. Система работает в следующем порядке: квалифицированный сварщик пускает машину и выполняет цикл сварочного процесса, а система управления использует импульсы для записи на ленту режимов сварки. После этого менее квалифицированный сварщик может работать на сварочной машине по программе, не ориентируясь на показания приборов, которые автоматически регулируют параметры процесса сварки.
Фирма «Waldtronik» (США) использует ЭВМ для управления работой большого числа сварочных постов в поточной линии. Регулируются режимы сварки и последовательность работы сварочных постов.
Робот A3 шведской фирмы «R. Каufielf» оснащен шаговым искателем, который может управлять 30 движениями. Кроме того, можно осуществить несколько независимых от него цикловых оперений. Грузоподъемность устройства 5 кг; точность позиционирования — 0,15 мм; горизонтальное передвижение руки 750, 1000 и 1200 мм, вертикальное 300 мм.
Поворотный фланец захватывающего устройства соединен с двумя сдвоенными цилиндрами, а также с девятиступенчатой системой упоров для управления конечными положениями. Само захватывающее устройство снабжено сменными губками, позволяющими производить захват изделий различных конфигураций.
Этой же фирмой выпущена серия упрощенных устройств грузоподъемностью до 65 кг (обычно работает с грузом до 15 кг) и точностью позиционирования ±0,05 мм. Устройство оснащено электрическими (а не электронными) и гидравлическими приборами управления, что облегчает его наладку, программирование и ремонт. Перемещение рабочего органа по горизонтали почти 1300 мм.
Коэффициент использования устройства во многом определяется принятой планировкой оборудования. Если устройство установлено стационарно, то оборудование целесообразно располагать вокруг устройства в зоне действия его исполнительного механизма. Большое значение при этом имеет число управляемых координат. Если устройство имеет возможность перемещения, то расположение оборудования не играет особой роли. Однако в обоих случаях группировка оборудования должна предусматривать последовательность операций и минимальное межоперационное транспортирование.
Эффективность устройств повышается благодаря их быстродействию.
Для рассматриваемых устройств характерно торможение исполнительного органа в конце хода и повышенная транспортная скорость на основном участке пути, с принудительной фиксацией изделия в захвате.
Выводы. 1. Автоматизация процесса сборки — основное направление совершенствования сборочно-сварочного производства.
Применение позиционеров и другого сборочно-сварочного технологического оборудования дает значительный эффект в результате сокращения времени на кантовку изделия. Кроме того, создается возможность выполнения почти любого сварочного» шва, в нижнем, удобном для сварки, положении. Сварочные вращатели и манипуляторы сообщают изделию вращение с заданной рабочей скоростью.
2. Наибольшую трудоемкость составляют элементы сборочных операций, связанные с подачей и взаимной ориентацией собираемых деталей. Эффективной мерой снижения трудоемкости сборочного процесса является создание узлов автоматической ориентации и подачи в зону сборки деталей.
3. Конструктивное исполнение сварочной технологической оснастки должно обеспечить сборку и сварку изделия, минуя операцию прихватки. Тем самым сокращается объем вспомогательных операций и повышается качество изготовленных изделий.
4. При создании манипуляторов в первую очередь следует учитывать возможность их переналаживания в пределах групп изделий, обладающих технологической общностью. С этой целью надо использовать принцип агрегатирования на базе типовых унифицированных узлов.
5. Сварочные манипуляторы должны обеспечивать удобство загрузки и выгрузки готовых изделий с применением средств межоперационного транспорта.
6. Сборочно-сварочная технологическая оснастка должна быть оборудована приточно-вытяжной вентиляцией (преимущественно встроенной в оснастку).
7. Для обеспечения плавности работы подъемно-поворотных механизмов следует использовать в качестве рабочего органа гидроприводы.
8. Применение промышленных роботов для автоматизации и механизации сварочных технологических процессов исключает проектирование и изготовление специальных манипуляторов, загрузочных и транспортных устройств. Роботы для сварки (особенно дуговой) необходимо оснащать специальными датчиками и системами, позволяющими корректировать программу путем слежения по стыку, контролировать качество шва и автоматически регулировать режим сварки.
Опыт показывает, что целесообразно совмещать управление движением электрода и режимом сварки в едином программирующем устройстве. Внедрение же роботов третьего поколения, оборудованных ЭВМ с телевизионным устройством, самостоятельно решающих возникающие в процессе работы задачи, повысит коэффициент автоматизации производственного процесса.
Читать: