Сварка стыков рельсов
С увеличением скорости движения поездов износ концов рельсов и ходовой части подвижного состава резко увеличивается. Поэтому сокращение количества рельсовых стыков за счет увеличения длины рельсов с 12,5 до 25, 37, 50 м, а тем более переход к бесстыковым плетям рельсов длиной 800 м дает большой экономический эффект. С 1958 по 1966 г. в СССР было уложено более 71 000 км железнодорожных сварных рельсов, из них 51 400 км выполнено контактной сваркой и в том числе около 7000 км бесстыкового пути. Преимущественное применение контактной сварки объясняется высокой и стабильной прочностью получаемых стыков, высокой ее производительностью, малой трудоемкостью и возможностью механизации и автоматизации. Сварка обычно выполняется оплавлением с подогревом на стыковых контактных машинах мощностью от 300 до 600 кв*а. Весь цикл подготовки рельсов, сварки и последующей обработки стыков производят в поточных механизированных линиях специальных рельсосварочных предприятий и рельсосварочных поездов. 
Хотя основным способом сварки рельсов остается контактная сварка, определенные перспективы развития имеет и газопрессовая сварка. Эта сварка обеспечивает высокое качество стыков рельсов из высокоуглеродистых и легированных сталей и не требует мощных источников энергии. Первая технологическая линия газопрессовой сварки уже выпускает рельсовые плети для бесстыкового пути. Наряду со сваркой рельсов в стационарных условиях значительное развитие получила контактная сварка в пути с помощью передвижных машин ПРСМ. На конец 1966 г. такими машинами было сварено более 3000 км рельсов. ПРСМ (рис. 23-8) представляет собой четырехосную платформу, в передней части которой смонтированы конструкции для перемещения сварочных головок в процессе работы и установки их в транспортное положение. В закрытом помещении на остальной части платформы располагается аппаратура и источник питания электроэнергией. Конструкция сварочной головки с контурным трансформатором схематически показана на рис. 23-9. После опускания головки на стык, перемещение штоков цилиндров 1 вызывает поворот рычагов вокруг оси 2 и зажатие стыкуемых рельсов 3. Перемещение при оплавлении и последующей осадке осуществляется гидравлическими цилиндрами 4 вдоль направляющих 5. 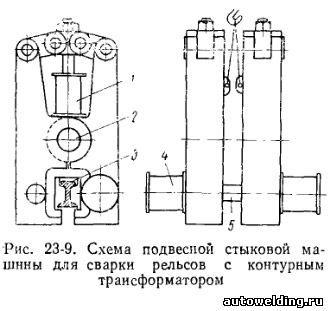
Опыт использования передвижных машин ПРСМ показал, что их использование оказывается эффективным в следующих случаях: а) при сварке стыков рельсов станционных путей;
б) при восстановлении целостности рельсовых плетей бесстыкового пути после удаления дефектных мест;
в) при смене рельсов с предварительной укладкой новых внутри колеи, последующей сваркой и заменой старых;
г) на временных сварочных технологических линиях, организуемых на звеносборочных базах или станциях, с устройством специальных стендов для ремонта и сварки годных старых рельсов и рельсовых плетей. Источник: Николаев Г.А. "Расчет, проектирование и изготовление сварных конструкций"
| 

