Механизация сборочно-сварочных работ
В комплексе мероприятий по профилактике производственного травматизма при сварке наряду с правильном организацией работ главное место занимают мероприятия по автоматизации и механизации основных сварочных процессов. Для механизации сборки вместе с применением универсальных сборочных приспособлений для прихватки деталей широкое применение получают специальные сборочные механизмы с механическими, пневматическими и гидравлическими устройствами. Для механизации ручной сварки в зависимости от типа производства и размеров изделия все большее применение получают поворотные ручные и приводные механизмы, обеспечивающие поворот и наклон изделия в одной плоскости или в нескольких плоскостях. Для механизации установки изделий под автоматическую сварку продольных швов находят применение ручные и приводные поворотные механизмы. При современной организации сварочных работ в серийном производстве использование приспособлений обязательно. Сборка и сварка без приспособлений допускается только в отдельных случаях, когда идет небольшая партия детален и конструировать и изготовлять специальные зажимные приспособления нецелесообразно. Для сборки и сварки используют опорные плиты, сборочно-сварочные стенды, стяжки и распоры, поворотные приспособления, кантователи, позиционеры, кондукторы. Плиты для сборки изготовляют из чугуна с пазами для закладки болтов, закрепляющих изделия, и отверстиями для установки упоров. Постоянные сборочно-сварочные стенды делают из двутавровых балок, швеллеров пли рельсов с продольными пазами для крепящих болтов. При сварке встык плоских стальных листов применяют также магнитные плиты, на которых удобно перемещать листы. В последнее время широкое распространение получают быстродействующие зажимные устройства: пневматические, электромагнитные и гидравлические. Для их включения в действие достаточно повернуть кран, рычаг или нажать кнопку. Стяжки и распоры применяют Для стягивания между собой листов или распора их изнутри, например, при сварке цилиндрических обечаек. Поворотные приспособления удобны для сварки кольцевых швов, приварки днищ, сварки валов. Изделие вращается на роликах или в центрах станка. При помощи кантователей поворачивают свариваемые конструкции в сборе на опорных роликах, что позволяет вести сварку всех швов в нижнем, т. е. наиболее удобном положении. Манипуляторы (рис. 6, а — г) применяют в качестве универсальных поворотных приспособлений при сварке различных машиностроительных конструкций. Наибольшее распространение получили карусельные и консольные манипуляторы. Планшайба манипулятора может поворачиваться в пределах 180—360o с помощью электродвигателей. Позиционеры (рис. 6, д) отличаются от манипуляторов тем, что не имеют переменной регулируемой скорости вращения планшайбы и поэтому не могут применяться для вращения изделия при автоматической сварке кольцевых швов. Позиционеры служат для поворота и установки изделия в наиболее удобное для сварки положение. 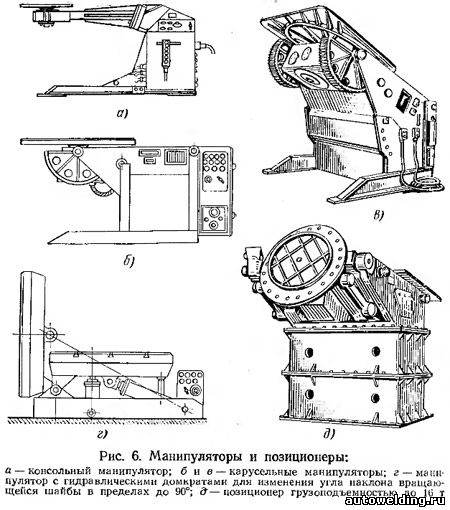
Кондукторы обычно состоят из рамы-каркаса с расположенными на нем упорами и зажимами для закрепления деталей. При помощи кондукторов устанавливают взаимное расположение частей изделия; они ускоряют сборку и повышают ее точность, а также уменьшают коробление деталек при сварке. Сборочно-сварочные стенды, манипуляторы, сборочные станки и различные приспособления для выполнения сварочных работ в цеховых и монтажных условиях являются необходимым звеном любого сварочного производства. Сварочные посты, участки, цехи должны быть обеспечены кроме сборочно-сварочных приспособлений подъемными устройствами. Так, например, при массе изделий более 30 кг, а на тех участках, где сварка изделий ведется систематически, при массе изделий более 20 кг, их установка на стол сварщика или на сварочный станок либо в приспособление для сварки, а также съем изделий должны производиться С помощью подъемных устройств: ручной или электрической тали, пневматического подъемника, мостового крана, катучей балки и т. п. При подъеме грузов категорически запрещается кому-либо находиться под грузом и в зоне его возможного падения. Все подъемные механизмы должны систематически проверяться службой главного механика предприятия. Современное машиностроение с массовым выпуском продукции требует максимальной механизации всех операций металлообработки, в том числе и различных процессов сварки. В этом случае устройство специальных сварочных цехов и отделений нецелесообразно. Как правило, различные сварочные операции выполняются в общем потоке производства. Процессы сварки разбиваются на отдельные операции, которые выполняются в заданном темпе на специально заданном для этого оборудовании с максимально возможной степенью механизации сборочно-сварочных работ. На ряде предприятий созданы специальные автоматические сборочно-сварочные линии, в которых все операции выполняют без применения ручного труда. К числу таких производств можно отнести трубосварочные заводы, па которых все процессы заготовки, сборки, калибровки и испытания труб с продольным или спиральным расположением швов полностью механизированы. Широко применяется автоматизация сварочных процессов в автомобилестроении, вагоностроении, судостроении и других отраслях массового производства. В ряде производств с большим успехом применяются стенды, приспособления и технологические линии, созданные для выполнения сборки и сварки отдельных изделий или сложных узлов. Такие установки позволяют быстро и достаточно точно собирать изделия и производить их сварку. Практика механизации и автоматизации сборочных и сварочных процессов показала, что благодаря их внедрению на предприятиях удалось значительно снизить травматизм, улучшить условия труда к обеспечить безопасность работающих. Брауде М.З. Охрана труда при сварке в машиностроении
|


