Дефекты обработки давлением
Трещины поверхностные и внутренние, разрывы появляются в поковке (штамповке, прокате) из-за значительных напряжений в металле при деформации. Растягивающие внутренние напряжения могут привести к появлению разрывов и трещин металла в зонах, ослабленных дефектами слитка, а иногда к разрушению зон, не пораженных дефектами. Следует отметить, что при обработке давлением металл неоднократно подвергается нагреву и охлаждению, что приводит к возникновению термических напряжений, способствующих образованию внутренних разрывов и трещин. При холодной объемной штамповке из-за малой пластичности исходных материалов на поверхности обрабатываемых деталей возникают скалывающие трещины, распространяющиеся под углом 45° к направлению действующего усилия. Риски появляются на поверхности проката в виде мелких открытых царапин глубиной 0,2—0,5 мм в результате попадания мелких частиц на валки при прокате или износа матрицы при прессовании. Волосовины являются результатом деформации мелких неметаллических включений и газовых пузырей. Эти дефекты имеют вид тонких прямых линий длиной от долей миллиметра до нескольких сантиметров и расположенных на поверхности и в подповерхностном слое металла. Волосовины встречаются во всех конструкционных сталях. Закаты возникают при избытке металла в валках (калибрах) в виде заусенцев глубиной более 1 мм, закатанных в диаметрально противоположных направлениях. Плены — брызги жидкой стали, застывшие на поверхности слитка и раскатанные при прокатке в виде отслаивающихся с поверхности пленок толщиной до 1,5 мм. Расслоения — внутренние нарушения сплошности, ориентированные по направлению волокна; возникают при обработке давлением слитка, имевшего усадочные раковины или рыхлоты, а также при прокатке листа в результате расплющивания сравнительно крупных неметаллических включений и газовых пузырей. Поверхность нарушения сплошности параллельна плоскости прокатки. Шлаковые включения в исходных заготовках (металлургический брак) при дальнейшей горячей объемной штамповке приводят к нарушению сплошности в поковке. Рванины — разрывы или надрывы металла с рваными краями. При прокатке слитков к образованию рванин особенно склонны высоколегированные стали и чугуны с крупнозернистой структурой. Флокены появляются наиболее часто в среднеуглеродистых и среднелегированных сталях при повышенном содержании в них водорода. Водород, растворенный в жидкой стали, при охлаждении и особенно при фазовых превращениях вследствие резкого понижения растворимости стремится выделиться. При этом он заполняет все пустоты вплоть до дефектов кристаллической решетки, и, превращаясь из атомарного в молекулярный, создает огромные давления, приводящие к хрупкому разрушению металла. Флокены обычно появляются в центральной зоне кованых или катаных заготовок крупных сечений и реже в слитках. Они имеют вид тонких извилистых трещин (рис. 6), представляющих в изломе пятна с поверхностью характерного серебристого цвета округлой формы. Поковки, отштампованные из металла, пораженного флокенами, иногда растрескиваются с отделением кусков металла. Это обнаруживается при закалке после снятия припуска механической обработкой или при поломке детали в эксплуатации. 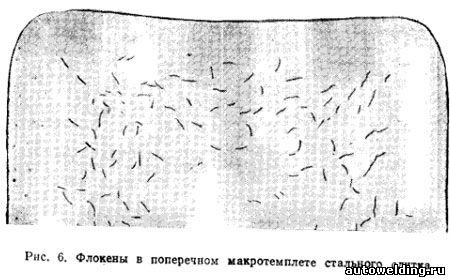
Торцовые трещины появляются при резке крупных профилей проката, когда к моменту среза заготовка в результате больших удельных давлений под ножом сминается из круглого сечения в эллипс. В металле возникают большие внутренние напряжения и он растрескивается иногда через 2—6 ч после резки. Брак возрастает по торцовым трещинам в зимнее время, так как низкая температура способствует растрескиванию металла даже при резке малых профилей. Подбор оптимальных условий резки сводит до минимума возникновение торцовых трещин. Зажим — заштампованная складка, появляется в результате неправильного наполнения фигуры штампа металлом или закатывания заусенцев, полученных на первых переходах штамповки. Утонение и разрывы появляются в результате нарушения технологии при штамповке — вытяжки деталей из листового материала. Разрывы определяют визуально (у средне- и крупногабаритных деталей), а недопустимую степень утонения — специальными (например, радиоизотопными и др.) методами. Эксплуатационная надежность деталей, полученных глубокой вытяжкой, определяется отсутствием разрывов и трещин, и предельно допустимой степенью утонения. При эксплуатации наблюдалось разрушение деталей в зоне утонения из-за знакопеременных нагрузок. Применение методов листовой штамповки требует разработки методов и средств автоматического контроля степени утонения металла при вытяжке.
| 

