Дефекты термической и электрохимической обработки
Перегрев или пережог возникают при термической обработке из-за несоблюдения заданной температуры, времени выдержки, скорости нагрева и охлаждения детали. Перегрев приводит к образованию крупнозернистой структуры, оксидных и сульфидных выделений по границам зерен (в стали). Пережог вызывает образование крупного зерна и оплавление границ зерен, что способствует в дальнейшем разрушению металла (рис.7). 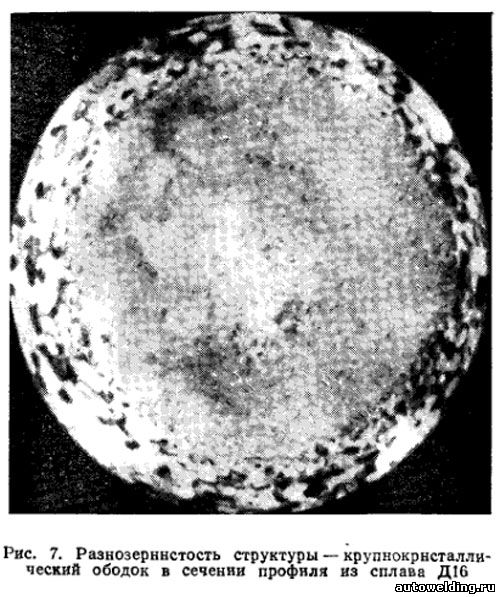
Трещины термические (в том числе закалочные) возникают в металле при резких нагреве или охлаждении (например, при закалке). В этом случае появляются термические напряжения от температурного перепада по сечению, а также структурные напряжения, связанные с тем, что структурные превращения по сечению детали происходят неодновременно. В результате наложения термических напряжений на структурные в закаливаемой детали могут появиться закалочные трещины различной величины и ориентировки. Они могут начинаться на поверхности детали и распространяться вглубь (рис. 8), возникать внутри детали в ее сердцевинной части и распространяться в поперечном направлении. 
Обезуглероживание наблюдается при нагреве стальных изделий в среде, содержащей избыток паров воды, углекислого газа или водорода. В этом случае происходит выгорание углерода в поверхностных слоях, что значительно снижает прочность стали. В изделиях из инструментальной стали, прокаливающихся полностью или на большую глубину и имеющих обезуглероженный слой, возникают поверхностные трещины глубиной до 1,0—2,0 мм (и даже больше). Они — следствие растягивающих напряжений, вызванных тем, что в обезуглероженном слое при закалке образуется низкоуглеродистый мартенсит с меньшим объемом, чем в сердцевине, Обезуглероживание как процесс, провоцирующий трещины, наиболее опасно для сталей с повышенным содержанием углерода (>0,5 %). Науглероживание наблюдается при нагреве стальных изделий в среде с избыточным количеством окиси углерода. Это приводит к насыщению поверхностных слоев углеродом, повышающему хрупкость и склонность к трещинообразованию. Трещины водородные возникают при насыщении поверхностного слоя стали водородом под действием щелочей, кислот и специальных растворов при травлении и электрохимической обработке. Насыщение поверхностного слоя водородом приводит к резкому падению пластичности и хрупким разрушениям, очагом которых обычно становятся микротрещины, имеющиеся на поверхности детали. Выборнов Б.И. "Ультразвуковая дефектоскопия". -М. 1985
|


