Формирование макроструктуры в литой зоне сварных швов
Сварные соединения, полученные сваркой плавлением, имеют три ярко выраженных зоны: литую зону в той части соединения, где существовала расплавленная ванна жидкого металла; основной металл, подвергшийся тепловому влиянию сварки; основной металл, не испытавший такого влияния. Структура основного металла определяется технологической обработкой заготовок перед сваркой. Заготовки могут быть из листового металла в состоянии нагартовки, отжига или рекристаллизации, из отливок или поковок. Зона термического влияния сварки представляет собой агрегат слоев с неоднородной структурой в соответствии с термическими циклами нагрева и охлаждения Нагартованный основной металл претерпевает в этой зоне возврат и рекристаллизацию. При сварке рекристаллизованного металла или отливок в зоне термического влияния проходит собирательная рекристаллизация. Если свариваемый металл является полиморфным, то наряду со структурными изменениями в зоне термического влияния наблюдаются также фазовые переходы. Степень развития этих процессов в каждом слое зоны зависит от максимальной температуры нагрева слоя, длительности нахождения выше температуры фазового или структурного превращения, скорости нагрева и охлаждения. Литая зона сварного соединения представляет собой металл, затвердевший в особой форме, какой являются оплавленные кромки основного металла. Удерживая жидкую сварочную ванну, кромки основного металла одновременно служат подложкой для затвердевающего металла. В соответствии с теорией роста кристаллов затвердевание жидкого металла происходит путем образования новых атомных слоев твердой фазы. Эти слои сохраняют кристаллографическую ориентацию подложки. Очевидно, что в случае кристаллизации сварочной ванны первые кристаллиты, прорастающие от линии сплавления в глубь ванны, будут иметь ориентацию оплавленных рекристаллизованных зерен околошовной зоны, т. е. будут сильно разориентированы. Число кристаллитов сварного шва на линии сплавления равно числу оплавленных рекристаллизованных зерен (рис. 3). Между кристаллитами формируются большеугловые границы, являющиеся продолжением границ рекристаллизованных зерен. Эти границы можно представить как поверхности раздела различно ориентированных кристаллических решеток. 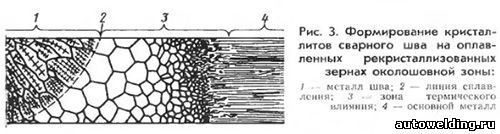
Однако затвердевание сварочной ванны может происходить не только путем развития кристаллитов от подложки в глубь ванны, но также путем образования вблизи от края ванны слоя новых кристаллитов. Их образование связано с развитием термического или концентрационного переохлаждения. В переохлажденном слое независимо друг от друга возникают зародыши кристаллизации. Чем больше степень переохлаждения расплава, тем больше образуется зародышей кристаллизации и соответственно больше новых кристаллитов. До момента столкновения эти кристаллиты не взаимодействуют. Поэтому этот слой также характеризуется их беспорядочной ориентацией. Общее число первоначально возникающих в сварочной ванне кристаллитов определяется тепловыми условиями сварки. При малых скоростях нагрева и охлаждения и большой длительности нахождения свариваемого металла при температурах выше температуры рекристаллизации в зоне, прилегающей к сварочной ванне, существенно вырастет зерно, число затравочных зерен уменьшится и от линии сплавления в глубь ванны прорастет соответственно меньшее число кристаллитов. В этих же условиях сварочная ванна окажется менее переохлажденной, и число новых центров кристаллизации, образующих в дальнейшем слой хаотически ориентированных кристаллитов, также будет меньшим. Размер кристаллитов в краевом слое сварного шва увеличится. Могут существовать и такие условия охлаждения сварочной ванны (например, при сварке чистых металлов на малых скоростях или с сопутствующим подогревом), при которых расплавленный металл будет недостаточно переохлажден для образования у края ванны новых центров кристаллизации, и развитие получат только кристаллиты, растущие от подложки. Скорости кристаллизации по разным кристаллографическим направлениям различны. Направлением преимущественного роста кристаллитов в металлах с решеткой гранецентрированного или объемноцентрированного куба является <100>, для гексагональной плотноупакованной решетки <10 10>. По мере протекания процесса затвердевания сварочной ванны растущие от края ванны кристаллиты сталкиваются и вступают во взаимодействие. Более благоприятно ориентированы кристаллиты, у которых кристаллографические направления преимущественного роста близки или совпадают с направлением теплового потока, разрастаются за счет соседних. Это разрастание происходит путем отклонения границы между двумя кристаллитами в сторону неблагоприятно ориентированного кристаллита. В результате конкурентного роста часть кристаллитов исчезает, поперечное сечение оставшихся кристаллитов становится больше. Поскольку новые кристаллиты не образуются (переохлаждение, необходимое для поддержания процесса зарождения новых центров кристаллизации, уже снято), ничто не препятствует дальнейшему росту кристаллитов в глубь сварочной ванны. В сварном шве возникает зона с кристаллитами избирательной ориентации, вытянутыми в направлении теплового потока подобно столбчатым кристаллитам слитков. Во всех металлах и сплавах, кристаллизующихся в неравновесных условиях, столбчатая зона с преимущественной ориентацией образуется благодаря дендритному росту. Границы между кристаллитами, формирующиеся по мере продвижения в расплав кристаллических решеток твердой фазы, обычно также вытянуты в направлении роста. Однако между зонами столбчатых кристаллитов слитков и сварных швов имеются существенные различия. В слитках оси роста кристаллитов, совпадающие с направлением отвода тепла, остаются прямолинейными на всей стадии столбчатой кристаллизации, так как слиток кристаллизуется чаще всего в геометрически правильной форме (например, радиальный теплоотвод в цилиндрической изложнице, осевой теплоотвод в водоохлаждаемом кристаллизаторе). В сварных швах оси роста кристаллитов в общем случае представляют собой пространственные кривые, что обусловлено изменением формы сварочной ванны в плоскостях, параллельных плоскости свариваемого листа, и перемещением теплового поля в направлении сварки (рис. 4, с). При сварке тонких листов встык, когда сварочный источник можно считать линейным, а сварочную ванну — постоянной формы по толщине листа, пространственная схема кристаллизации сменяется плоской, т. е. криволинейные оси роста кристаллитов оказываются расположенными в параллельных плоскостях (рис. 4, б). Структуры с прямолинейными осями роста в столбчатой зоне формируются в случае сварки тонколистового металла на больших скоростях, когда сварочная ванна имеет вытянутую форму и тепловой поток на большой протяженности ванны перпендикулярен направлению сварки. 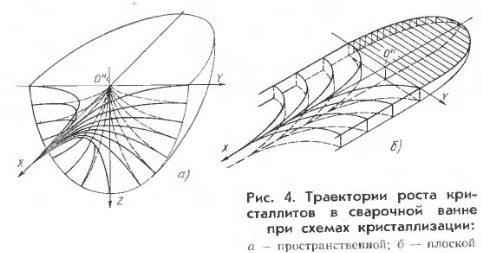
Малый объем сварочной ванны и большая кривизна оплавляемой поверхности — причина того, что столбчатые кристаллиты в сварном шве более разориентированы, чем такие же кристаллиты в слитках. Так, по данным рентгеновской съемки по методу Берга-Беррета, углы разориентации между столбчатыми кристаллитами в сварных швах на листах толщиной 1-1,5 мм (плоская схема кристаллизации) составляют 5—20°. При других очертаниях сварочной ванны, например при сварке с глубоким проплавлением или при наплавке, когда кривизна ванны больше, разориентация столбчатых кристаллитов может оказаться еще более заметной. С целью повышения технологической прочности и пластичности соединений стремятся подавить образование в сварных швах крупнозернистой столбчатой структуры. Это достигается: а) введением в металл шва в достаточных концентрациях элементов, способствующих образованию высокотемпературных избыточных фаз типа твердого раствора (например, ферритной фазы в швах аустенитных сталей), эвтектик (например, в швах из сплавов алюминия с кремнием, медью и т. п.), первичных карбидов (например, карбидов ниобия; ниобиевой карбидно-аустенитной эвтектики в швах аустенитных сталей типа Х13Н18, Х15Н25, Х15Н35 и никелевых сплавов) или первичного графита и др.; б) введением в сварочную ванну модификаторов в виде твердых частиц тугоплавких металлов или соединений (например, молибдена и титана при сварке цветных сплавов) либо поверхностно-активных элементов (например, стронция и церия при сварке никелевых сплавов, аустенитных сталей и пр.); в) воздействием на сварочную ванну ультразвуковых колебаний или механических вибраций. Все эти меры направлены к тому, чтобы создать перед фронтом растущих столбчатых кристаллитов новые центры кристаллизации, подавив тем самым их дальнейший рост. В центре сварных швов сплавов часто появляется зона равноосных кристаллитов, свидетельствующая о развитии в этой части сварочной ванны концентрационного переохлаждения и присутствии инородных частиц, действующих как катализаторы зарождения. Кристаллиты этой зоны зарождаются в объеме расплава независимо от уже существующего фронта кристаллизации и ориентированы хаотично. О разориентации кристаллитов в сварном шве можно судить не только по данным рентгеновской съемки, но также по виду макроструктуры (рис. 5, а) или по форме фигур травления (рис. 5, б). 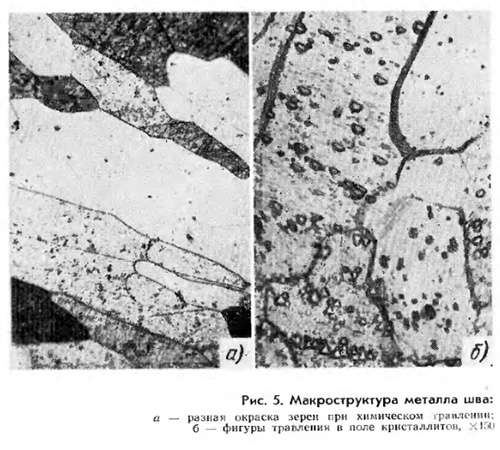
Различная сила отражения света от соседних кристаллитов на макрошлифах сварных швов и различная огранка фигур травления в соседних кристаллитах свидетельствуют о сильной разориентации их кристаллических решеток. Таким образом, литая зона сварного шва представляет собой поликристаллический агрегат, состоящий из сильно разориентированных кристаллитов с большеугловыми границами между ними. Чем больше кривизна поверхности сварочной ванны и меньшее ее размеры, тем более разориентированными должны быть соседние кристаллиты в шве. Внутри кристаллитов наблюдаются некоторые отклонения в ориентации от главного направления роста вследствие образования ячеистой субструктуры, однако эти отклонения не могут превышать нескольких градусов. Шоршоров М.Х. "Горячие трещины при сварке жаропрочных сталей".
| 

