Изготовление конструктивных элементов из заготовок балочного типа
Подкрановые балки обычно выполняют в виде сварного двутавра с ребрами жесткости. Условия их работы предъявляют вполне определенные требования к конструктивному оформлению и технологии выполнения сварных соединений. При нагружении сварного двутавра только изгибающим моментом такие концентраторы, как подрез стенки или непровар корня поясного шва, особой опасности не представляют, так как располагаются параллельно нормальным и касательным напряжениям. Однако сечения подкрановой балки дополнительно испытывают периодическое нагружение сосредоточенной силой от колеса крана, передаваемое с рельса на верхний пояс и через поясные швы на стенку балки. Кроме того, при нарушениях симметрии рельса относительно оси балки возникает дополнительный момент в поперечном направлении, воспринимаемый поясными швами и стенкой. В этом случае непровар корня поясного шва или подрез стенки оказываются расположенными поперек силового потока и могут служить причиной возникновения усталостных трещин. Конструктивные элементы подобного типа целесообразно выполнять с полным проплавлением стенки и сварку поясных швов производить в положении «в лодочку» для предотвращения подрезов. Установку и приварку ребер жесткости производят после выполнения поясных швов наклоненным электродом. Сварной двутавровый профиль широко используют при изготовлении колонн. В этом случае проплавление стенки двутавра не является обязательным. Существенные требования к изготовлению конструкций предъявляют условия монтажа: перпендикулярность оси колонны к опорной плоскости плиты башмака, параллельность плоскостей опорных плиток подкрановых консолей и опорной плиты башмака и соблюдение проектного расстояния между ними, правильность расположения монтажных отверстий относительно опорных столиков ферм и т. д. Проследим, как выполняются эти требования на примере колонны, показанной на рис. 14.26. После сварки основного двутаврового сечения колонны ее нижний торец отрезают дисковой пилой или обрабатывают на торцефрезерном станке перпендикулярно ее оси. Затем с помощью накладных кондукторов, устанавливаемых в упор к торцу, сверлят все монтажные отверстия. Общую сборку колонны начинают с базы 4, опорная плита которой устанавливается в упор к обработанному торцу колонны. Установку подкрановых консолей 3, столиков 2, ребер 1 и других деталей производят с использованием фиксаторов и ранее просверленных монтажных отверстий, с которыми фиксаторы совмещаются с помощью пробок. 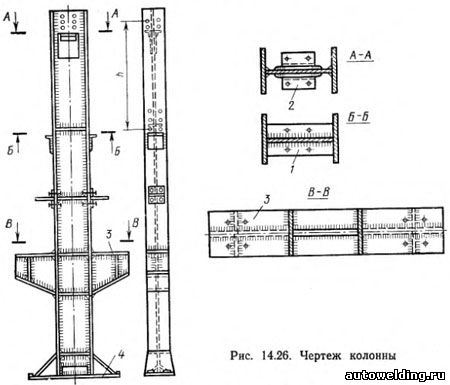
В условиях крупносерийного производства сборочно-сварочные операции выполняют на поточных линиях. Примером может служить полуавтоматическая линия (рис. 14.27) сборки и сварки поперечных балок (рис. 14.28) плат формы ЗИЛ-130. 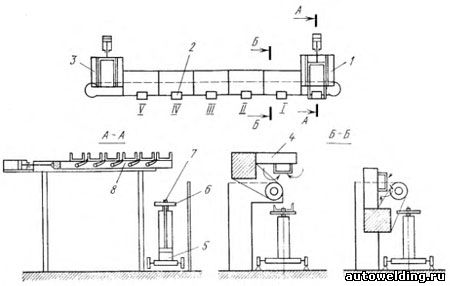
Рис. 14.27. Транспортирующие и кантующие устройства поточной линии изготовления поперечной балки грузовой платформы автомобиля ЗИЛ 
Рис. 14.28. Поперечная балка 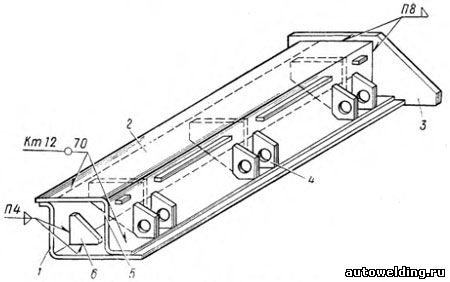
Рис. 14.29. Угловая стойка грузового полувагона На каждом из пяти рабочих мест, обозначенных по порядку римскими цифрами (см. рис. 14.27), имеются захватывающие и кантующие устройства 4; в начале и конце линии расположены магазины-накопители 1 и 3, автоматически подающие заготовки и снимающие готовые балки. Все позиции линии связаны шаговым конвейером 2, представляющим собой сцеп тележек 5 с подъемными столиками 6, имеющими выступы 7 для фиксации принимаемой заготовки. Гнутые швеллеры укладывают в магазин-накопитель 1. Очередная заготовка, поданная штанговым устройством с собачками 8, автоматически приподнимается подъемным столиком тележки, после отхода штангового устройства опускается в нижнее положение, перемещается на следующее рабочее место, где снова поднимается и захватывается пневматическими зажимами кантователя 4. При опускании подъемников конвейер возвращается в исходное положение. Балка в кантователе поворачивается так, чтобы обеспечить наиболее удобное положение для сборки и сварки. После окончания операций на всех рабочих местах подъемные столики поднимаются, балки в кантователях освобождаются от закрепления и опускаются на тележки конвейера, с помощью которых и перемещаются на один шаг.На первых двух рабочих местах операторы устанавливают узлы и отдельные детали кронштейнов и прихватывают их точечной сваркой подвесными клещами. На последующих рабочих местах операторы выполняют угловые швы полуавтоматами, устанавливают и приваривают петли. Другим примером крупносерийного производства, где автоматизированы не только кантовка и транспортирование, но и сборка заготовок, является полуавтоматическая линия изготовления угловой стойки грузового полувагона. Конструкция стойки показана на рис. 14.29. Холодногнутые заготовки 1 и 2 толщиной 5 мм сваривают между собой контактной точечной сваркой, детали 3, 4, 5 и 6 приваривают дуговой сваркой в среде С02+02. Замена ранее применявшейся сварки под флюсом на сварку в смеси углекислого газа с кислородом повышает скорость сварки, исключает подачу и уборку флюса, удаление шлаковой корки, оборудование линии не засоряется флюсом и корками. При этом способе сварки меньше разбрызгивание металла и очистка балок от брызг не требуется. В начале линии, имеющей две нитки оборудования, расположены загрузочные устройства (рис. 14.30). Пакет заготовок 3 краном укладывают на тележку 2, которая пневмоцилиндром 1 перемещается в зону оператора 4. Поворот рычага вокруг оси 15 от пневмоцилиндра 5 обеспечивает съем пакета заготовок с тележки 2, после чего тележка и рычаг оператора возвращаются в исходное положение и начинает работать автооператор. Его траверса 7 с электромагнитами 6 и пневмоцилиндром 8 опускается вниз до соприкосновения с верхней заготовкой пакета, захватывает заготовку и поднимает ее вверх до упора. Надежность захвата обеспечивается шарнирным закреплением магнитов 6 на качающихся рамках 12 с регулируемыми упорами 13. Из верхнего положения поворотом рычага 9 вокруг оси 11 от пневмоцилиндра 10 траверса переносит заготовку к рольгангу до упора вертикальной стенки в ограничительные боковые ролики 14. После отключения электромагнитов заготовка ложится на рольганг и транспортируется к рабочим позициям, где устанавливают и приваривают внутренние ребра, производят окраску и грунтовку.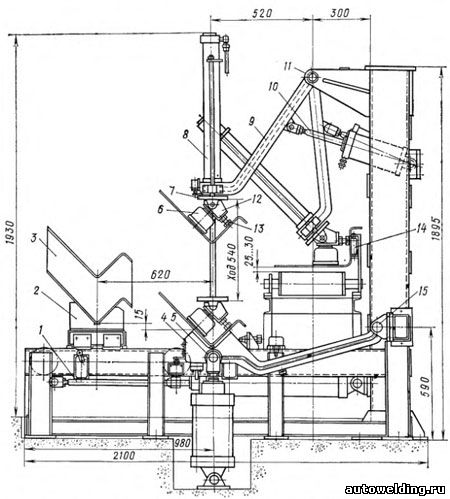
Рис. 14.30. Загрузочное устройство линии изготовления угловых стоек грузового полувагона Сборка внутренней и наружной стоек осуществляется на специальной автоматизированной установке (рис. 14.31). Стойки 3 и 13 с приваренными ребрами 4 и 12 подаются рольгангом 5 стендов 15 и 1 до упоров, включающих боковую фиксацию стоек прижимом 6 до упора в ролики 2 и прижимом от пневмоци-линдров 17 до упора в ролики 16. Затем прижим 6 освобождает стойку 3, включая электромагниты 11 и привод кантователя укладчика 7. Рычаг кантователя 8 захватывает магнитами стойку 3 и с поворотом на 180° укладывает и прижимает ее к стойке 13 за счет сжатия пружины в корпусе 10. Затем стойки фиксируются пневмоприжимами 9 и 14 и прихватываются. После завершения сборки прижимы 9 и 14 отходят, рычаг кантователя возвращается в исходное положение, а собранная стойка включением привода рольганга подается в автоматический накопитель, откуда поступает к двум контактным машинам. Здесь один рабочий с помощью транспортной тележки, обеспечивающей шаговую подачу, сваривает два ряда точек. На завершающем участке линии устанавливают и приваривают наружные планки, петли и торцовую накладку. 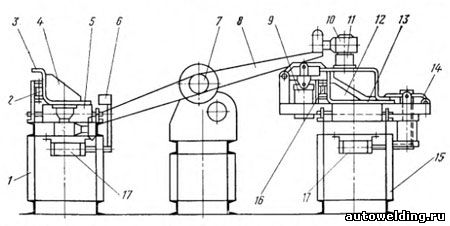
Рис. 14.31. Автоматизированная установка для сборки угловой стойки грузового полувагона
|


