Подготовка полуавтоматов и автоматов к работе и устранение неисправностей
Подготовка полуавтоматов и автоматов к работе1. Все операции надо начинать с подключения заземляющего провода в строгом соответствии с инструкцией, изложенной в паспорте на полуавтомат. 2. При подключении источника сварочного тока к цеховому пускателю напряжения питающей сети необходимо убедиться в соответствии напряжения питающей сети напряжению, указанному на заводской табличке источника. 3. Установить на выпрямителе с помощью переключателя вид жестких внешних характеристик. 4. Установить на блоке управления БУСП-1 необходимый режим работы — «непрерывный», «прерывистый» или «точечный» и вид управления — дистанционный. 5. Диаметр отверстия токоподводящего наконечника горелки установить в соответствии с данными:
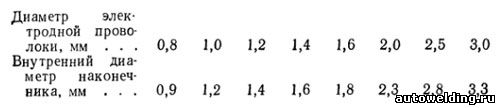
Диаметр направляющего канала установить, исходя из заданного диаметра электродной проволоки и в соответствии с данными табл. 2.2. 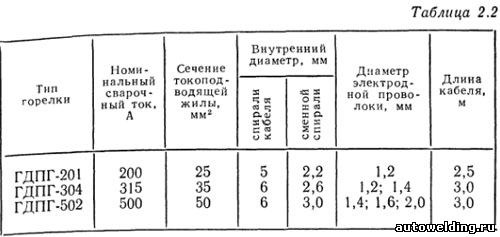
6. При подсоединении горелки к подающему устройству проверить соосность отверстия хвостовика горелки и канавки подающих роликов, учитывая, что смещение их на 1,0 мм уже через несколько минут приводит к прекращению подачи проволоки из-за попадания стружки проволоки в направляющий канал. Хвостовик горелки должен быть максимально приближен к роликам. 7. При намотке проволоки на кассету укладка ее должна быть рядовой. Применение ржавой проволоки недопустимо. 8. При заправке проволоки в направляющий канал горелки с помощью выключателя-кнопки на подающем устройстве установить необходимое давление роликов на проволоку, чтобы она подавалась равномерно, без пробуксовки. При несоосности токоподводящего наконечника и свечи или плохой зенковке наконечника проволока может «утыкаться» в него и возможна либо пробуксовка роликов, либо их остановка в случае чрезмерного давления на проволоку. При этом необходимо либо заменить наконечник, либо сначала пропустить проволоку в неввинченный наконечник, а затем ввернуть его в свечу. В последнем случае возрастает усилие проталкивания проволоки. Неисправности и их устранениеНаиболее вероятные неисправности при условии правильной подготовки полуавтомата к эксплуатации и способы их устранения приведены в табл. 2.6. 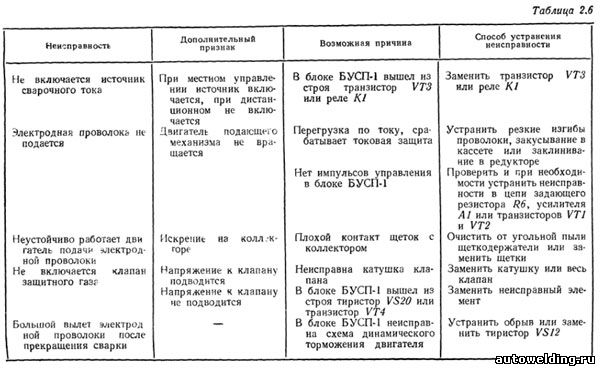
Современные схемы управления сварочным оборудованием достаточно сложны. Они строятся на транзисторах, тиристорах, интегральных микросхемах. Их алгоритм работы также сложен. Поэтому понимание обслуживающим персоналом основ микроэлектроники является непременным условием бесперебойной работы современного электросварочного оборудования.
| 

