Порошковые проволоки специального назначения
Широкое распространение получила сварка порошковой проволокой швов с принудительным формированием, горизонтальных швов с полупринудительным формированием, арматуры в инвентарных формах. Имеется опыт сварки электрозаклепками, сварки кольцевых швов с подформовкой и ряд других. Большинство этих технологических процессов выполняется с помощью автоматизированного сварочного оборудования. Принудительное формирование поверхности сварочной ванны позволяет выполнять швы, находящиеся в различных пространственных положениях, при более высоких значениях сварочного тока и повышать производительность сварочного процесса. Проволоки для сварки с принудительным формированием содержат шлакообразующие материалы в количествах, необходимых для образования слоя шлака небольшой толщины между кристаллизующей металлической ванной и формирующим устройством, а также для защиты свободной поверхности ванны. Обеспечение требуемых механических свойств металла шва и зоны термического влияния достигается путем легирования сердечника проволоки и использования приемов специальной техники сварки. Хорошими технологическими свойствами обладают шлаки с температурой кристаллизации 900...1100 °С. Такие шлаки хорошо формируют шов, предупреждают образование вмятин и надрывов на поверхности шва, а также позволяют избежать сцепления шлаковой корки с движущимся ползуном. Малый выход шлака позволяет выполнять сварку с «заглубленной» сварочной ванной и получать в металле шва низкие содержания азота. При сварке с полупринудительным формированием (горизонтальные швы) или с неподвижными формирующими приспособлениями (ванная сварка) используют самозащитные проволоки с содержанием газошлакообразующих материалов, близким проволокам общего назначения, или применяют дополнительную газовую защиту зоны плавления. Сведения о проволоках специализированного назначения, разработанных в ИЭС им. Е.О. Патона, приведены в табл. 5.34. 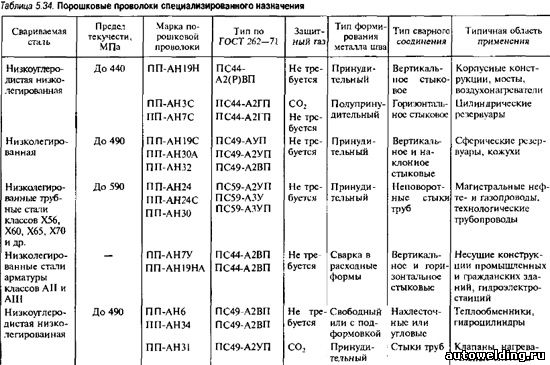
Особую группу проволок составляют самозащитные проволоки для сварки неповоротных стыков труб с принудительным формированием шва. Металлургические и технологические свойства таких проволок обеспечивают стабильность качества соединения при изменении пространственного положения сварочной ванны от потолочного до нижнего. Композиции сердечника выбраны для высокоэффективной газошлаковой защиты, что дает возможность получить качественные швы в трассовых условиях. Легирование сердечника определяется классом стали свариваемых труб. Высокие свойства сварных соединений, включая показатели при испытаниях на CTOD («crack tip opening displacement» — раскрытие в вершине трещины), длительную статическую и динамическую прочность, обеспечиваются сочетанием металлургического решения с особыми технологическими приемами выполнения швов с высокой скоростью. При сварке толстостенных труб используется двух- или трехпроходная сварка с принудительным формированием шва. Более чем сорокалетний период промышленного производства и применения порошковых проволок для электродуговой сварки показал высокую конкурентоспособность этого присадочного материала не только по сравнению с ручной дуговой сваркой штучными электродами, но и со сваркой сплошной проволокой под флюсом и в защитных газах. Адаптация состава порошковой проволоки к новой композиции свариваемой стали может быть выполнена быстро и с малыми экономическими затратами. Современная технология изготовления порошковой проволоки позволяет гарантировать заданный уровень всех показателей качества и служебных свойств сварных соединений. Высокие экономические показатели сварки порошковой проволокой достигаются в тех случаях, когда наиболее полно используются ее преимущества в производительности плавления, универсальности и простоте применения, отличные сварочно-технологические свойства; возможность выполнения высококачественной сварки в монтажных и полевых условиях. Походня И.К. Металлургия дуговой сварки. Взаимодействие металла с газами.
| 

