Примеры выбора специальной сборочно-сварочной оснастки
Выбор сборочно-сварочной оснастки рассмотрим на примере изготовления воздушного баллона трактора Т-150К. Технология изготовления воздушного баллона предусматривает сборку обечайки на прихватках, автоматическую сварку продольного шва обечайки, сборку обечайки на прихватках с донышками, автоматическую сварку донышек с обечайкой. Исходя из условий производства и технологии изготовления воздушного баллона возникла необходимость в проектировании специализированной оснастки, состоящей из приспособлений: для сборки обечайки, для автоматической сварки продольного шва, для сборки и калибровки донышек с обечайкой, для автоматической сварки двух донышек с обечайкой (рис. 38—45). 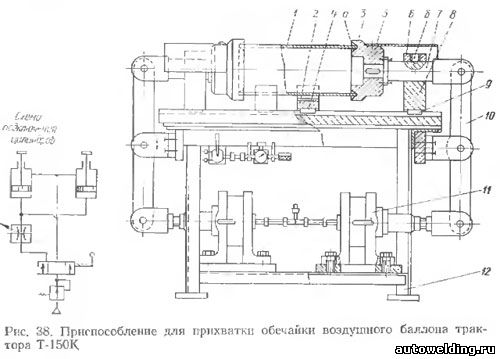
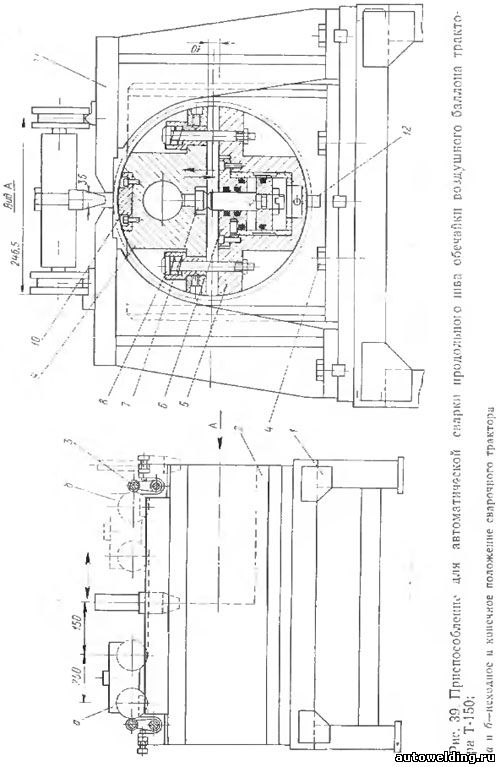
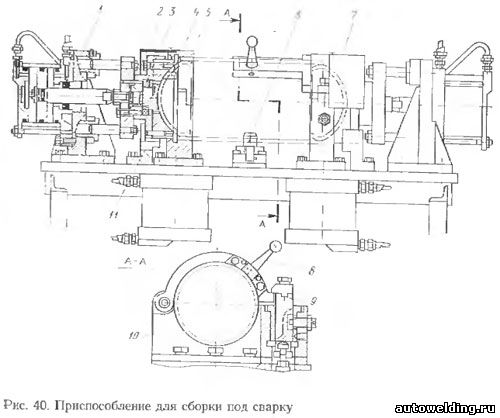
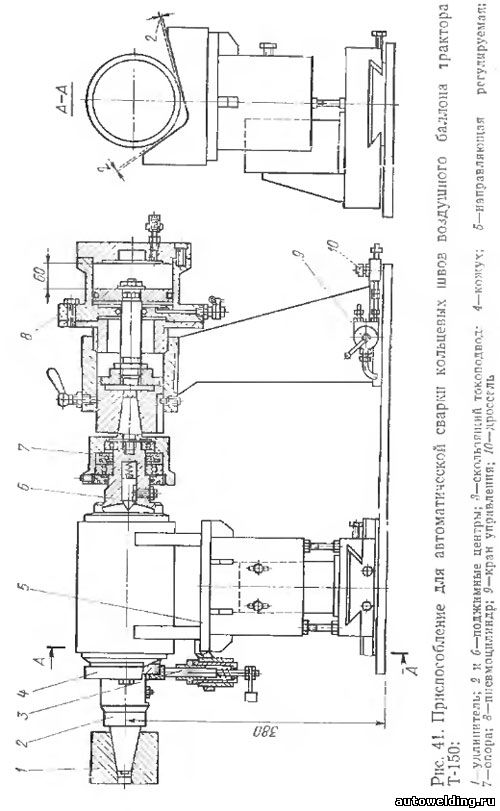
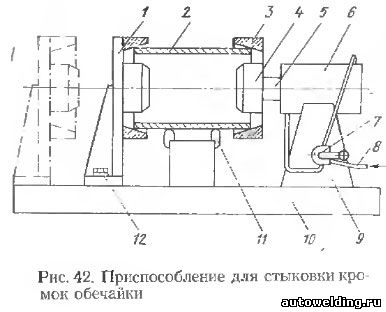
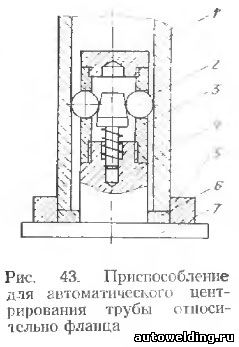
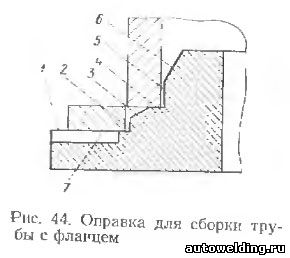
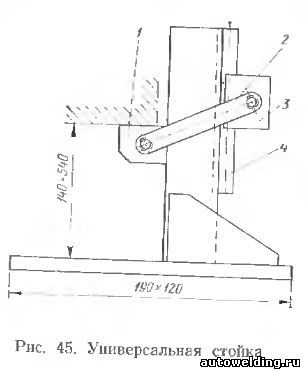
Калибровка и прихватка обечайки воздушного баллона под автоматическую сварку выполняется в специализированном приспособлении (рис. 38). Обечайка 1 устанавливается на призмы 2, центрируется призматическими канавками а прижимных колец 3 и закрепляется пневмоцилиндрами 11 через систему рычагов 10. Пневмоцилиндры расположены внутри металлоконструкции 12. Соосность призм 2 и стоек 8 обеспечивается шпонками 4 и 9, которые расположены в общем шпоночном пазу верхней плиты металлоконструкции. Призмы 2 и стойки 8 посредством болтов закреплены на верхней плите металлоконструкции приспособления. Для облегчения монтажа силового привода в крышке 6 стойки 8 сделано резьбовое отверстие б, а в ползуне 7 — конусная цековка. При введении в резьбовое отверстие крышки 6 монтажного винта с конусным направляющим концом происходит взаимная ориентация (стопорение) ползуна 7 относительно стойки 8. Затем ползун, через систему рычагов соединяется с силовым приводом, имеющим в опорных кронштейнах продольные (установочные) пазы. После закрепления силового привода на металлоконструкции монтажный винт вынимают, и ползун получает свободу перемещения. От действия сварочных брызг ползун 7 защищен кожухом 5. Собранная на прихватках обечайка воздушного баллона устанавливается в приспособление (рис. 39) для автоматической сварки (в СО2) продольного шва автоматом АДПГ-500. Обечайка надевается на основной (неподвижный) полуцилиндр 5 и поджимной полуцилиндр 10, который, перемещаясь под действием штока 7 пневмоцилиндра 6, формирует и закрепляет обечайку в приспособлении. В продольном положении обечайка фиксируется упором 12. При раскреплеиии обечайки возврат поджимного полуцилиндра в исходное положение осуществляется пружинами 9, взаимное центрирование основного и подвижного полуцилиндров — направляющими 8.Формирующие полуцилиндры размещены на кронштейне 4, который крепится к металлоконструкции 1. Сварочный трактор перемещается по направляющим на стойлах 2 и 11, для ограничения зоны перемещения в начале и в конце направляющих установлены конечные выключатели 3 (ВПК 1112). После автоматической сварки продольного шва происходит сборка на прихватках обечайки с донышками. Сборка выполняется в приспособлении (рис. 40), в котором совмещена операция запрессовки двух донышек с операцией калибровки обечайки. При этом обечайка баллона устанавливается в приспособление на ложементы 10, фиксируется фиксатором 6 и закрепляется откидным прижимом 8 при помощи двух прихватов 9. Донышки баллона центрируются на пальцах 4 и закрепляются электромагнитами 3. Запрессовка донышек в обечайку осуществляется поджимными головками 2 и 7, которые перемещаются по направляющим призмам 11. С запрессовкой донышек в обечайку происходит и одновременная ее калибровка по кольцу 5. Привод поджимных головок — от пневмоцилиндров 1. Автоматическая сварка двух кольцевых швов воздушного баллона выполняется в приспособлении (рис. 41), установленном на станине станка Р-964. Центрирование воздушного баллона в приспособлении осуществляется плавающими (самоустанавливающими) центрами 2 и 6 (конус Морзе 3), закрепление — пневмоцилиндром 8. Пневмоцилиндр и плавающие центра не препятствуют свободной деформации изделия при нагреве и охлаждении, снижая тем самым упругопластические деформации в зоне нагрева. В дополнение рассмотрим несколько технических решений сборочно-сварочной оснастки. Для стыковки кромок обечаек под сварку продольного шва может быть рекомендовано приспособление, изображенное на рис. 42. На основании 10 приспособления крепятся стойки —левая 1 и правая 9. В средней части приспособления расположены ролики 11. Левая стойка 1 подвижная, настраивается в зависимости от длины обечайки 2 и закрепляется на основании при помощи болтов 12. На левой стойке установлено нажимное кольцо 3 и фиксирующая оправка 4. Кольцо 3 имеет уклон 15°, обеспечивающий легкую установку обечайки в приспособлении. На правой стойке приспособления смонтирован цилиндр 6, на шток которого посажены кольцо 3, фиксирующая оправка 4 и распределительный кран управления 7. При подаче воздуха по шлангу 8 шток 5 цилиндра 6 перемещается и стыкует обечайку, после чего происходит прихватка в трех местах, по длине стыкуемых кромок. Внедрение приспособления позволяет значительно поднять производительность труда при сборке. Для приварки фланцев к патрубкам могут быть рекомендованы приспособления, представленные на рис. 43 и 44. Приспособление для приварки фланцев к патрубку (рис. 43) обеспечивает горизонтальную установку фланца 5 на центрирующем кольце 6 опорной плиты 7 и вертикальное положение трубы 1 во фланце. Труба автоматически центрируется тремя шариками 2 при помощи подпружиненного конуса. Шарики устанавливаются в сменной головке 3, которая закрепляется на направляющем стержне 4. Как вариант сборки фланца с патрубками, может быть рекомендована ступенчатая жесткая оправка (рис. 44) с двумя цилиндрическими поверхностями, служащими базой для обеих собираемых деталей. При сборке фланец устанавливается на поверхность 1 и фиксируется по поверхности 2. Патрубок устанавливается на плоскость 4 и центрируется по поверхности 5. Для обеспечения установки фланца и патрубка в сборочном приспособлении предусмотрены конусные участки оправки — поверхности 3 и 6. Конусная поверхность 3 предотвращает приварку к приспособлению собираемых деталей во время прихватки. Для облегчения съема собираемого узла с приспособления в нем предусмотрены канавки 7. Быстрорегулируемая по высоте универсальная стойка (рис. 45) представляет собой опору, предназначенную для установки крупногабаритных деталей под прихватку. Упор 1, перемещаясь под нагрузкой вниз, нажимает на планки 2, прижимая связанный с планками зубчатый упор 3 к зубчатой рейке 4. Чем больше нагрузка на упор 7, тем сильнее сцепляются зубчатый упор и рейка.
| 

