Системы автоматического направления электрода по стыку при сварке номинально прямолинейных швов
Номинально прямолинейными называются швы, которые на чертежах изображаются прямыми линиями. Системы автоматического направления электрода по стыку при сварке таких швов используются для компенсации непараллельности направляющих сварочных аппаратов линии стыка. Все имеющиеся типы датчиков положения стыка, кроме дуговых, не могут быть расположены в зоне дуги и должны быть вынесены вперед по направлению сварки на расстояние от сварочной горелки, определяемое допустимой температурой окружающей среды, при которой может работать датчик. Это расстояние колеблется в пределах 80—300 мм. Если стык прямолинейный и расположен под некоторым углом к направлению движения сварочного аппарата, то для точного движения электрода по нему необходима поперечная коррекция. При этом не имеет значения расстояние между датчиком и сварочной горелкой, так как на прямолинейном участке пути угол наклона свариваемого стыка по отношению к направлению движения сварочного аппарата остается постоянным. Поперечная коррекция электрода приводит к некоторому отклонению истинной скорости сварки от скорости перемещения аппарата, но при малых углах наклона (менее 20°) это отклонение не превосходит 10 %, что является допустимым. Структурная схема системы автоматического направления электрода по стыку при сварке номинально прямолинейных швов представлена на рис. 6.12. Датчик положения стыка ДС при движении сварочного аппарата в направлении vx отклоняется от своего нулевого положения. Это отклонение преобразуется преобразователем отклонения ПО в электрический сигнал, который с выхода преобразователя через усилитель У поступает на регулятор Р. Регулятор вырабатывает необходимое управляющее воздействие на двигатель Д, а последний с помощью механизма поперечного перемещения МПП сдвигает сварочную головку Г в нужном направлении на необходимую величину. 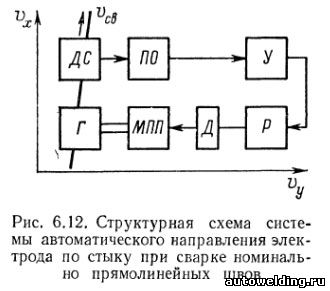
Приведенная на рис. 6.12 система воздействует на сварочную головку специальным механизмом поперечной коррекции. Это позволяет использовать в системе любой из рассмотренных выше датчиков положения стыка. Можно применять и систему с механическим силовым датчиком.
| 

