Свариваемость нержавеющих жаропрочных сталей с перлитными сталями
В сварных узлах энергетических установок и различного химического оборудования довольно часто можно встретить сочетание нержавеющих высокохромистых сталей с углеродистыми или низколегированными. При этом высоколегированная сталь используется лишь на участках конструкции, непосредственно контактирующих с агрессивной средой. Основная же, несущая часть конструкции изготовляется из недорогих сталей перлитного класса. Применение сварных соединений из разнородных сталей позволяет значительно снизить расход высоколегированных сталей, а также повысить несущую способность и работоспособность изделия. Особое место занимает композиция сварных соединений из закаливающихся сталей перлитного класса с аустенитными швами. Такое разнородное сварное соединение позволяет заметно уменьшить возможность появления холодных трещин в околошовной зоне. Образование зоны сплавления и прослоек переходного состава. При совместной кристаллизации двух разнородных сталей в зоне сплавления обычно образуются переходные структуры. Появление их связано с образованием на границе раздела зерен с разными кристаллическими решетками. Рост кристаллов аустенитного шва начинается от оплавленных зерен основного металла, который представляет собой перлитную сталь (0,1—0,3% С). В этот момент в зернах будет структура δ-железа. На такой подкладке начнется образование зародышей новой фазы — аустенитных зерен металла шва. При этом согласно принципу ориентационного соответствия в зоне сплавления должны появиться совместные зерна с разной кристаллической решеткой. При охлаждении в процессе полиморфных превращений совместные зерна со стороны перлитной стали распадаются и тогда в зоне сплавления образуются структуры перехода от γ- к α-решетке. Поэтому при обычном металлографическом исследовании на резко очерченной границе сплавления (рис. 234, а) совместных зерен не видно. Обнаружить совместность кристаллизации (рис. 234, б) удается на установке для высокотемпературной металлографии после вакуумного травления микрошлифа при температурах, соответствующих аустенитной структуре основного металла. 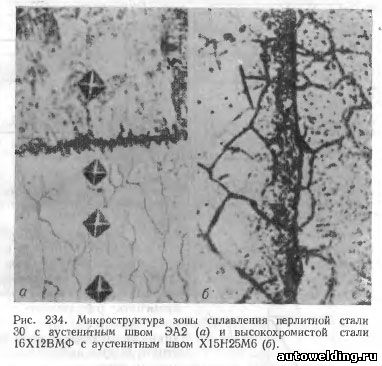
Появление в зоне сплавления переходных структур при сварке разнородных сталей объясняется не только особенностями кристаллизации двух сплавов с разными кристаллическими решетками, но и условиями сплавления между собой материалов разных составов. По этой причине в зоне сплавления со стороны металла шва неизбежна прослойка переходного состава (рис. 235). Ее ширина зависит от условий кристаллизации и лежит в пределах 0,2—0,8 мм. В месте расположения прослойки наблюдается возрастающая к границе сплавления разбавленность перлитной (или углеродистой) сталью аустенитного шва и вызванное этим резкое уменьшение концентрации легирующих аустенит элементов (рис. 235). Поэтому в прослойке образуется хрупкий мартенситный участок, который может привести к разрушению зоны сплавления и снижению эксплуатационной надежности сварных конструкций. 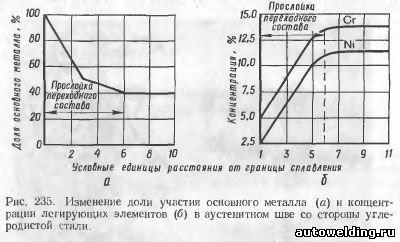
Регулировать структуру прослоек переходного состава можно, изменяя тип электродного металла. Последний обеспечивает получение металла шва той или иной степени аустенитности в зависимости от состава свариваемых сталей и условий работы сварных соединений. Влияние содержания никеля в аустенитном шве на ширину хрупких прослоек в зоне сплавления показано на рис. 236. При малом запасе аустенитности шва ширина хрупких прослоек х., будет большой (шов 3 типа Х18Н9), по мере увеличения этого запаса хрупкие прослойки х2 и х1 для швов 2 и 1 (соответственно из стали X15Н25М6 и из сплава на никелевой основе) становятся уже. При этом металл шва б на никелевой основе даже в условиях значительного перемешивания с перлитной сталью а (до 70—80%) сохраняет аустенитную структуру без мартенситных образований в переходных участках в шва. Поэтому при сварке перлитных (или углеродистых) сталей с аустенитными, чтобы предупредить преждевременное разрушение сварной конструкции из-за развитых хрупких прослоек в зоне сплавления, нужно выбирать сварочные материалы с повышенным запасом аустенитности. Целесообразно обеспечивать минимальное разбавление аустенитного металла неаустенитным, регулируя величину провара свариваемых кромок. 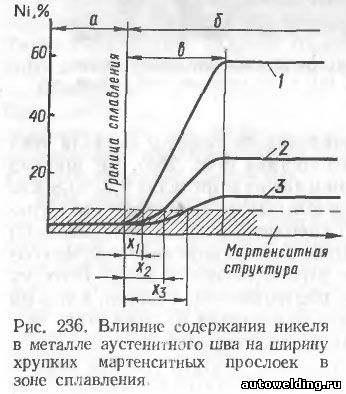
Следует отметить, что в сварных соединениях перлитной стали с высокохромистой отрицательное влияние прослоек на прочность не наблюдается. При сварке этих соединений можно использовать сварочные материалы как перлитного, так и феррито-мартенситного классов. В обоих случаях структура прослоек переходных составов содержит мартенсит, но при перлитных электродах наплавленный металл имеет высокий уровень пластичности и ударной вязкости и поэтому их применение оказывается целесообразным. Однако при сварке таких сталей предусматривают обычно высокий предварительный нагрев. Переходные прослойки диффузионного характера в зоне сплавления. Помимо переходных структур, связанных с условиями кристаллизации разнородных сталей, в зоне сплавления могут создаваться переходные прослойки вследствие диффузии некоторых элементов, и особенно углерода, в процессе сварки, термообработки и эксплуатации сварных соединений при высоких температурах. На рис. 237, а показана микроструктура зоны сплавления, характерная для сварных соединений из разнородных сталей. Со стороны основного металла (сталь 30) у шва образуется обезуглероженнгя прослойка с крупными столбчатыми зернами феррита, а со стороны аустенитного шва (Х15Н25М6) видна науглероженная темная прослойка высокой твердости. Исследования такого типа соединений с помощью радиоактивных изотопов также показали наличие диффузии углерода из околошовной зоны (малоуглеродистая нелегированная сталь) в аустенитный (Х22Н15) шов (рис. 237, б). 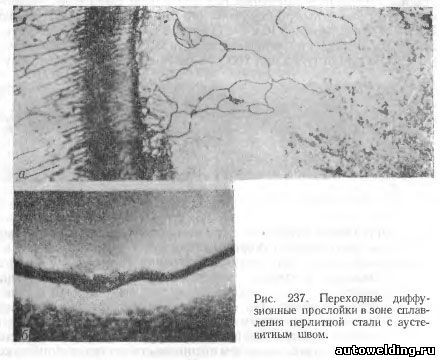
Интенсивность развития диффузии вблизи зоны сплавления зависит от температуры и длительности пребывания сварного соединения при повышенной температуре в условиях термической обработки и эксплуатации. Заметно развиваться диффузионные прослойки начинают от температуры 420—450 °С и выше, а, как показали исследования, наибольшей величины достигают после выдержки при 800 °С. Появление этих прослоек наблюдается также в зоне сплавления углеродистой стали с низколегированной, перлитной стали с мартенсито-ферритным или ферритным швом и др. Микроструктуры рис. 237, а, б показаны для отпуска при соответственно 700 и 640 °С с выдержкой 10 и 4 ч. На рис. 238 приведена микроструктура зоны сплавления углеродистой стали 30 с хромистым швом (12% Сr) после отпуска при 700 °С в течение 4 ч. Отпечатки, полученные при замере микротвердости зоны сплавления, показывают повышение твердости со стороны шва, куда перешел углерод из околошовной зоны; со стороны основного металла заметна обезуглероженная прослойка, которой отвечает снижение твердости металла. 
Активность углерода (по сравнению с другими элементами) объясняется малыми размерами его атома, образующего с железом твердые растворы внедрения. Поэтому диффузионная подвижность углерода во много раз больше, чем подвижность других легирующих элементов как в α-, так и в γ-железе. При этом коэффициент диффузии углерода в α-Fe выше, чем в γ-Fe, при 910 °С в 39 раз, при 755 °С в 126 раз, при 500 °С в 835 раз. Диффузию углерода и образование диффузионных прослоек можно объяснить следующими причинами: 1) разной растворимостью углерода в твердом и жидком железе в период контакта сварочной ванны с основным металлом;
2) различной растворимостью углерода в α- и γ-железе (при контакте, например, аустенитного шва с перлитной сталью);
3) разным содержанием в контактирующих металлах карбидо-образующих элементов. Последняя причина вероятно наиболее существенно влияет на развитие диффузионных прослоек при сварке разнородных сталей. В самом деле, в сварном соединении, полученном из однородных сталей, образовавшаяся при кристаллизации концентрационная неоднородность в распределении углерода у границы сплавления будет уменьшаться по закону атомной диффузии, т. е. углерод переместится из объема с повышенной концентрацией в объем металла с пониженной концентрацией этого элемента. Поэтому к моменту полного охлаждения металла колебания в содержании углерода у границы сплавления будут незначительны. Если же шов легирован карбидообразующими элементами, которых нет в основном металле, то концентрационная неоднородность по углероду сохранится и в период охлаждения металла. Это связано с тем, что сродство углерода к карбидообразующим элементам больше, чем к железу. В отличие от самой распространенной атомной диффузии, перемещение атомов углерода из основного металла, насыщенного карбидами железа, в металл шва, насыщенный карбидами более стойкого элемента, получило название реактивной диффузии. Эта диффузия связана с образованием вблизи границы сплавления термодинамически более стойких карбидов. Интенсивность развития данного процесса определяется соотношением сил связи углерода в карбиды по обе стороны от зоны сплавления и, что весьма важно, количеством свободных, несвязанных атомов карбидообразующих элементов и углерода. Полагают, что легко травящаяся темная прослойка со стороны шва у зоны сплавления представляет собой скопления карбидных выделений. В подтверждение такого мнения свидетельствует высокая твердость прослойки, а также исчезновение свойственной ей структуры при нагреве выше Ac3, когда карбиды полностью растворяются в аустените и концентрация углерода выравнивается. Обезуглероженная прослойка, возникающая у зоны сплавления со стороны основного металла, имеет ферритное зерно. Размер его зависит от сочетания свариваемых материалов и времени выдержки при повышенных температурах. Так, при температуре 650—700° С и длительности выдержки 2—4 ч здесь образуется участок крупных столбчатых зерен феррита, что может быть связано с эффектом собирательной рекристаллизации его. На рост зерен феррита влияет также степень напряженного состояния в зоне сплавления. Например, в паре углеродистая сталь — аустенитный шов на железной основе вследствие значительной разности коэффициентов линейного расширения этих материалов быстро укрупняется зерно. Со снижением содержания углерода в малолегированной стали ширина обезуглероженной прослойки возрастает, а науглероженной — уменьшается, так как при том же соотношении сил связи углерода в карбиды по обе стороны от зоны сплавления путь, им преодолеваемый, в малоуглеродистой стали будет больше. На величину переходных прослоек влияет концентрация свободного карбидообразующего элемента в легированном шве. Повышение содержания этого элемента приводит к увеличению ширины обезуглероженной и снижению ширины науглероженной прослоек. Одним из эффективных средств подавления диффузионных процессов в зоне сплавления разнородных сталей является введение в малолегированную сталь карбидообразующих элементов Сr, Мо, V, Ti, Nb в количествах, необходимых для достаточно полного связывания углерода в стойкие карбиды. Так, достаточно ввести в низколегированную сталь 5% Сr, чтобы подавить диффузию углерода в легированный аустенитный шов при температурах до 500—520°С (стали Х5М, Х5МФ и др.). Другое эффективное средство подавления диффузионных процессов в зоне сплавления — применение электродных материалов с повышенной степенью аустенитности. В этом случае никель как графитизатор снижает стойкость карбидов и выравнивает разность силсвязи углерода в карбиды. На рис. 239 показано влияние содержания никеля в аустенитной наплавке на среднеуглеродистой стали на ширину обезуглероженной и науглероженной прослоек в зоне сплавления. При этом наплавленные образцы выдерживались по 1000 ч при температурах 450 (1), 550 (2), 650 (3), 750° С (4). Во всех случаях с повышением содержания никеля независимо от температуры испытания величина прослоек уменьшалась. Применение в качестве электродных материалов сплавов на никелевой основе (∼80% Ni) позволяет избежать появления диффузионных прослоек в сварных образцах, длительно пребывающих при температуре 500—550° С. 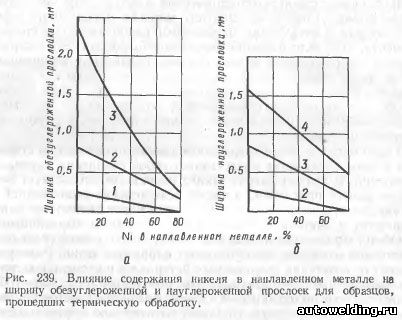
Остаточные напряжения Помимо прослоек различного характера, снижающих работоспособность сварного соединения, сварку разнородных сталей затрудняют нередко значительные по величине остаточные напряжения. Последние вызваны разностью коэффициентов линейного расширения свариваемых материалов. Если величина такого коэффициента для большинства перлитных сталей при температуре 20—600° С составляет 13,5 * 10-6— 14,5 * 10-6, то для аустенитных сталей — соответственно 16 * 10-6 — 18,5 * 10-6, а для нержавеющих хромистых сталей 11 10-6 — 12 * 10-6. Термическая обработка таких сварных соединений после сварки увеличивает напряжения в них. 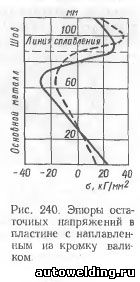
Эпюры остаточных напряжений σ в пластине из перлитной стали 25ХЗМВФ с наплавленным на кромку валиком из аустенитной стали Х25Н20 показаны на рис. 240. В исходном после сварки состоянии --- распределение остаточных напряжений мало чем отличается от соответствующего распределения в однородном сварном соединении: в наплавке и примыкающей к ней зоне действуют напряжения растяжения, в более удаленных от наплавки участках — уравновешивающие их напряжения сжатия. Иное распределение напряжений (---) наблюдается в том же сварном соединении после его отпуска (700°С, 2 ч). При нагреве соединения из разнородных сталей за счет процесса релаксации снимаются сварочные напряжения. Но при последующем охлаждении по мере восстановления упругих свойств металла пластины и наплавки неизбежно возникают новые остаточные напряжения, вызванные различным тепловым расширением этих металлов и отсутствием свободной деформации. Величина напряжений будет увеличиваться по мере охлаждения металла и достигнет максимального значения при комнатной температуре. Отмеченные процессы могут значительно сказываться на снижении прочности и пластичности сварных соединений. Наиболее опасно при этом возникновение знакопеременных пластических деформаций и исчерпание по этой причине запаса пластичности. Наличие переходных прослоек еще более усиливает вредное действие остаточных напряжений. Чтобы уменьшить влияние остаточных напряжений, для конструкций из разнородных сталей, работающих в условиях повышенных температур (более 500—550 ° С), целесообразно использовать аустенитные стали высокой прочности, отличающиеся умеренной величиной коэффициентов линейного расширения. В этом отношении перспективно также применение сплавов не на железной, а на никелевой основе, со значениями коэффициента линейного расширения, более близкими соответствующим значениям для перлитной стали. Особо следует отметить значение термической обработки для сварных соединений из разнородных сталей. Ее рекомендуется применять только в тех случаях, когда необходимо произвести отпуск закаленных участков в шве или в зоне термического влияния: для сварных соединений перлитной стали с хромистой, содержащей 12% Сr; при сварке аустенитной стали с низколегированной, склонной к закалке; наконец, для сварных соединений, эксплуатирующихся при высоких температурах, чтобы сохранить стабильность их размеров. Багрянский К.В. "Теория сварочных процесов"
| 

