Сварка никеля с малоуглеродистой сталью
В качестве особенностей сварки никеля со сталями следует отметить большую склонность металла шва к образованию кристаллизационных трещин, а также весьма частые случаи образования в нем пор. Это объясняется прежде всего увеличенной деформацией металла в период его кристаллизации, возникающей в результате существенной разницы в коэффициентах линейного расширения железа и никеля. С другой стороны, в результате значительного насыщения металла шва углеродом, серой и другими примесями из стали при сохранении свойственной никелевым швам грубой дендритной структуры резко снижается деформационная способность металла шва в температурном интервале хрупкости, что также способствует возникновению горячих трещин. В процессе исследований производили механизированную дуговую сварку никеля Н-1, НП-1, НП-2 со сталью СтЗ под флюсом ЖН-1 при постоянном токе обратной полярности. По номограмме (рис. 101) выбирали те же параметры режима, что и для сварки никеля. При сварке следует стремиться к минимальному проплавлению стальной детали для снижения доли участия ее в образовании металла шва. 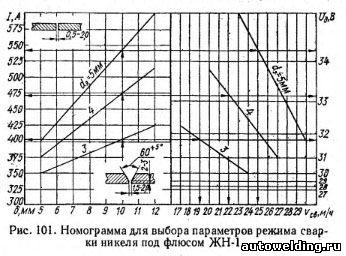
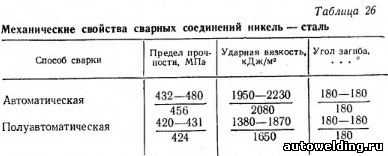
Примечания: 1. Ударную вязкость определяли в средней части металла шва.
2. В числителе приведены наибольшие и наименьшие значения указанных величин, а в знаменателе — средние из пяти опытов В результате исследований было установлено, что в ряде случаев целесообразно предварительно облицовывать кромки стали слоем никеля. Свариваемые кромки никелевой и, особенно, стальной детали необходимо зачищать до металлического блеска и обезжиривать. Полезно предварительно подогревать детали до температуры 250—300° С. При соблюдении изложенных рекомендации можно получить сварные соединения никеля со сталью без пор, трещин и других дефектов. В процессе металлографического исследования установлено, что структура таких соединений более измельчена, чем чисто никелевых швов (рис. 103). Из сравнения структуры металла шва со структурой стали и никеля следует, что сталь и никель во всем объеме металла шва достаточно хорошо перемешаны и взаимно растворены. Вместе с тем, в области сплавления металла шва с никелем, так же, как и со сталью, наблюдается резкая граница и почти полное отсутствие переходных структур. Показатели механических свойств сварных соединений никеля со сталью как при автоматической, так и при полуавтоматической сварке достаточно высокие и стабильные (табл. 26). 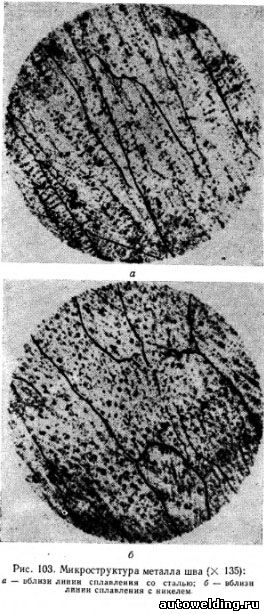
Примеры производственного применения флюса ЖН-1 и технологии сварки никеляРазработанные сварочные материалы и технологию ручной, полуавтоматической и автоматической сварки никеля применяют на ряде предприятий страны. Так, из никеля марки НП-21 было изготовлено несколько серий аппаратов для химической промышленности. Аппарат состоит из корпуса и смонтированной внутри него мешалки, представляющей собой стальной полый вал, облицованный никелем. В облицовке сделаны прорезы, в местах расположения которых на валу приварены П-образные никелевые лопасти, опорные цапфы и другие детали. Прихватку изделий осуществляли электродами «Прогресс-50». Продольные швы обечаек сваривали сначала изнутри на флюсовой подушке под флюсом ЖН-1 сварочным трактором ТС-17М, а затем — снаружи. Никелевые патрубки сваривали из полуобечаек, после чего приваривали их к корпусу полуавтоматом ПШ-5 проволокой НП-2 диаметром 2,5 мм. Режимы ручной, полуавтоматической и автоматической сварки приведены в табл. 27. 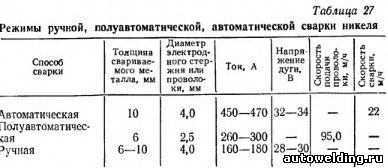
Эксплуатация аппаратов А-25, как и других изделий, сваренных под флюсом ЖН-1, подтвердила высокую коррозионную стойкость сварных соединений, хорошие показатели механических свойств, отсутствие в швах дефектов и т. п.
|


