Сварка стыковых соединений
Качество сварного шва в стыковых соединениях зависит от подготовки кромок, качества сборки изделия, выбора режимов и способов сварки корня шва, заполнения разделки и лицевого слоя. Основные разделки кромок для РДС и их подготовка перед сваркойОдносторонняяV-образная разделка применяется в основном для толщин от 5 до 12 мм и для труб малого диаметра, в которых невозможна подварка корневого валика изнутри (рис. 28а). 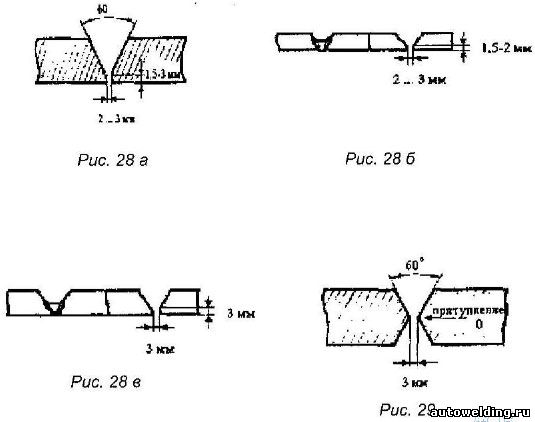
Притупление для V-образной разделки (без подварки обратной стороны) рекомендуется 1,5 ... 2 мм (рис. 28 б). Если есть выборка обратной стороны с под варкой корня шва, то рекомендуется притупление - 3 мм (рис. 28 в) и зазор 3 мм. ДвухсторонняяХ-образная разделка применяется в основном для толщин более 12 мм (рис. 29). Рекомендуется притупление - 0 и зазор - 3 мм. Перед сборкой произвести: 1. Зачистку поверхности кромок разделки от масел, грязи, ржавчины, заусениц после механической обработки и от града и окалины после газорезки. 2. Зачистку околошовной зоны от окалины и от ржавчины на 10-15 мм от кромки разделки. СборкаРекомендуемый зазор при сборке стыкового соединения при V-образной разделке зависит от притупления и толщины свариваемого металла. Чем толще металл и больше притупление, тем больше зазор, и наоборот. При Х-образной разделке рекомендуется зазор - 3 мм. Прихватки в зазор рекомендуется производить электродами диаметром 3 мм с минимальной высотой. Протяженность прихваток 10-15 мм. В зависимости от размеров изделия и толщины металла прихватки выполняются по условию чертежа или техпроцесса, в которых оговорены протяженность и частота прихваток. При сварке ответственных изделий, где требования к сварным швам предполагают полное проплавление при сварке с V-образной разделкой кромок (без возможности подварки корневого валика с обратной стороны), требования к прихваткам должны быть повышенными. Прихватки необходимо производить в зазор с хорошим проплавлением, профессионально, желательно самим сварщиком. Перед сваркой прихватки тщательно зачистить от шлака и при необходимости произвести зачистку начала и конца прихваток с плавным переходом в зазор. В случаях, когда прихватка явно выполнена некачественно или вызывает сомнение, то в процессе сварки при подходе к ней рекомендуется максимально зачистить или выбрать полностью такую прихватку. Для того, чтобы сохранить равномерный зазор по всей длине изделия и исключить прихватки в корне шва, рекомендуется сборку произвести планками (скобами), рис. 30. 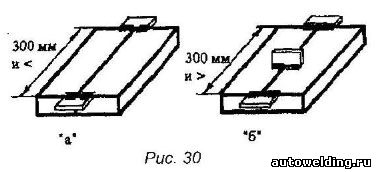
Первый корневой валик выполнить с обратной стороны планок, после чего можно удалить планки. Тудвасев В.А. "Рекомендации сварщикам", 1996
| 

