Сварные соединения арматуры железобетона
В настоящее время в строительстве применяют преимущественно сборные железобетонные конструкции, изготавливаемые индустриальными методами на заводах. Монолитные железобетонные сооружения строятся значительно реже. Все сварные соединения блоков сборных железобетонных изделий, взаимные соединения их (закладные части), а также соединения арматуры монолитного железобетона выполняют электрической сваркой. В качестве арматуры наиболее часто применяют стержни круглого или периодического профиля (винтообразного очертания). Такой профиль арматуры улучшает сцепление стали с бетоном и позволяет увеличивать несущую способность стержней. Для арматуры применяют: холоднотянутую проволоку диаметром 3÷10 мм из углеродистой стали; горячекатаную сталь периодического профиля марки Ст. 5 диаметром 10÷80 мм; низколегированную горячекатаную сталь периодического профиля марок 25Г2С, 35ГС, 18Г2 и др.; а также прочные стали марок 80С, 20ХГСТ, 20ХГФЦ; круглый прокат из стали марок Ст. 3 и Ст. 0. В практике строительства особенно широко распространена арматура периодического профиля из стали марки Ст. 5, а также из низколегированных сталей. Термообработанные стали в арматуре железобетона применяют редко. Сталь высокой прочности широко используют в предварительно напряженной арматуре, но она, как правило, сварке не подвергается. Ниже приведены способы соединения арматуры. Контактной стыковой сваркой соединяют стержни встык при одинаковых и разных диаметрах. Сварные соединения при этом получаются равнопрочными основному металлу при сварке стержней из всех указанных выше материалов, но при условии сохранения отношений диаметров стержней в пределах не выше 1,25÷1,50. 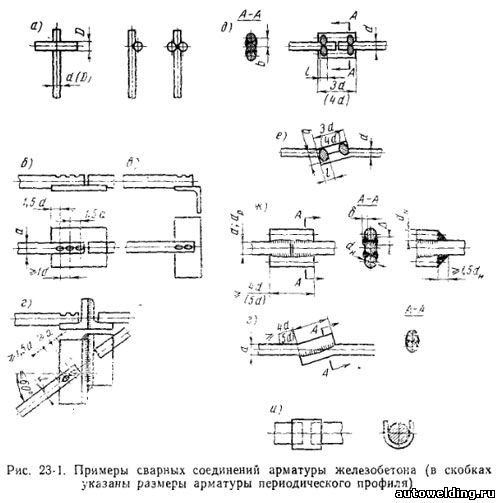
Контактной точечной сваркой соединяют различные элементы арматуры, например, узлы каркаса и сеток. Типы соединений стержней арматуры круглого и периодического профилей приведены на рис. 23-1, а. Этой сваркой успешно сваривают междусобой стержни диаметром 5÷50 мм. Нередко круглые стержни, соединяются с плоскими элементами. На рис. 23-1,б приведен пример соединения стержней периодического профиля с полосовой сталью; на рис. 23-1, в приведен пример соединения с уголком, направленным к стержню под углом α = 90°, а на рис. 23-1, г — под острым углом. Экспериментально установлено, что соединения стержней периодического и круглого профилей с плоскими элементами рациональны при постановке двух или трех сварных точек; увеличение количества сварных точек не вызывается необходимостью. При сварке арматуры из стали марки Ст. 5 с повышенным содержанием углерода, а также бессемеровской и низколегированной, точечные соединения иногда обладают повышенной хрупкостью. Хрупкость соединения особенно возрастает с увеличением числа стержней, пересекающихся в одном узле. Для уменьшения хрупкости сварных точечных соединений применяют рациональные технологические процессы, в частности термическую обработку, нагревая соединение на точечной машине при замыкании электродов. Испытания прочности точечных соединений арматуры производят на специальных образцах в разрывных машинах. Электродуговой точечной сваркой соединяют стержни круглого и периодического профиля диаметром ÷20 мм из стали разных марок. Для сварки применяют электроды с качественными покрытиями или пистолеты-полуавтоматы, выполняющие точки под слоем флюса. При этом наложение точки производят в нижнем положении (рис. 23-1, д, е). Сварку продольными швами производят, как указано на рис. 23-1,ж, з. Иногда длинные швы накладывают лишь с одной стороны, но это менее рационально. В случае применения малоуглеродистых сталей (Ст. 3 и Ст. 5) диаметр стержней может доходить до 80 мм; при низколегированных сталях его величина уменьшается. Сварочные работы производят в нижнем и вертикальном положениях. Площадь сечения накладок F = 1,3÷1,5 от площади сечения основных стержней из стали марки Ст. 3 и 1,5÷2,0 из сталей марок Ст. 5 и низколегированных; ширина шва Δ = 0,5D, где D — диаметр стержня; глубина δ = 0,25D (рис.23-1,ж). Сварка ванным способом применяется для соединений арматурных стержней круглого и периодического профилей встык. Схема сварки при стальных подкладках приведена на рис. 23-1, и. 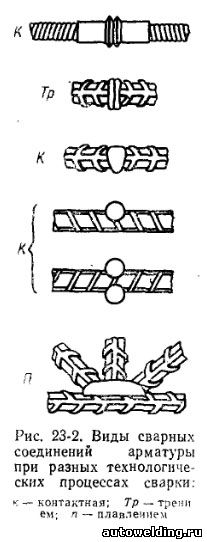
На рис. 23-2 приведены некоторые рекомендуемые виды соединений арматуры в зависимости от технологического процесса сварки. При дуговой сварке плавлением рекомендуются соединения встык и тавровые. В этих соединениях достигается хорошее проплавление встык. Ряд примеров приведен по сварке соединения втавр. На рис. 23-2 приведены также сварные соединения арматуры, сваренные контактным способом и трением.
|


