Технология сварки аустенитно-мартенситных сталей
Состав, структура и назначение сталейК аустенитно-мартенситному классу в соответствии с ГОСТ 5632—72 относятся стали, имеющие структуру аустенита и мартенсита, количество которых можно изменить в широких пределах К этому классу относятся стали, химический состав которых выбран с соотношением легирующих элементов, обеспечивающих начало мартенситного превращения при 20—60 °С. Представители этого класса сталей приведены в табл 19 1, 19 2. 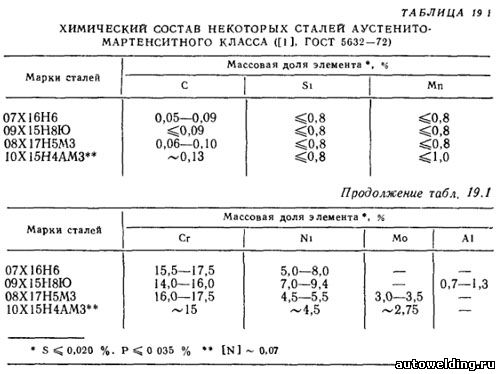
Стали аустенитно-мартеиситного (переходного) класса, лежащего между мартенситным и аустенитным, в зависимости от термической обработки имеют структуру н обладают свойствами, близкими к свойствам сталей аустенитного или мартенситного классов. 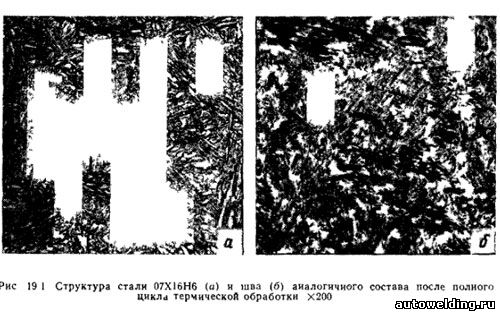
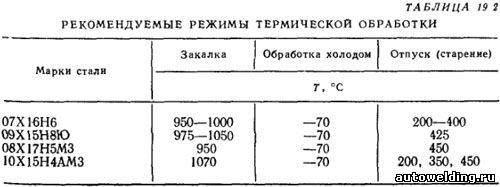
После закалки с температуры, достаточной для растворения карбидов, структура сталей переходного класса в основном аустенитная, хотя в зависимости от марки стали и условий, заданных при выплавке, сталь может содержать некоторое количество мартенсита Однако этот аустенит неустойчив и при охлаждении до отрицательных температур (рис 19 1) либо пластической деформации при температурах γ→α сравнительно легко превращается в мартенсит, причем полнота мартенситного превращения в последнем случае зависит от температуры деформации Деформация аустенита при температуре 100—200 oС замедляет мартенситное превращение практически до нуля Структурное состояние определяет механические характеристики сталей (табл 19 3). 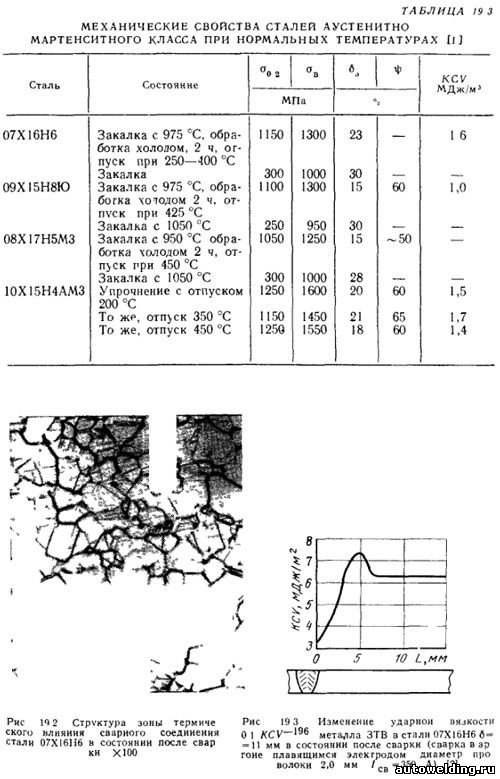
Указанные стали рекомендуются к применению как высокопрочные стали для изделий, работающих в атмосферных условиях, уксуснокислых и других солевых средах, а также для упругих элементов Учитывая высокую пластичность и вязкость металла после закалки, из сталей целесообразно изготовлять детали посредством глубокой штамповки с последующим упрочнением отпуском Значительное количество остаточного аустенита при соответствующих режимах термообработки обеспечивает высокую пластичность и ударную вязкость сталей при отрицательных температурах и позволяет рекомендовать стали для изделий криогенной техники, работающих до температур —196 °С. В этом случае для обеспечения высокой надежности в эксплуатации стали не следует подвергать старению. Структура, свойства металла шва и зоны термического влиянияПосле сварки сталей, прошедших полный цикл упрочняющей термообработки и имеющих благодаря этому мартенситную структуру, наблюдается широкая зона, имеющая после высокотемпературного нагрева структуру аустенита. Ширина зоны определяется температурой обратного мартенситного превращения металла (Ас1—Ас3) (650—750 °С). Одновременно в интервале температур 550—900 °С происходит интенсивное выделение карбидов (рис 19 2), особенно по границам аустенитных зерен. Кроме того, в узкой зоне, примыкающей к поверхности сплавления, наблюдается образование некоторого количества δ-феррита Структурные превращения в зоне термического влияния приводят к снижению пластичности и ударной вязкости металла, а также его чувствительности к концентраторам напряжений (рис. 19.3). Кроме того, эти превращения снижают коррозионную стойкость и стойкость против межкристаллитной коррозии ЗТВ. Хрупкость сварных соединенийОбратное мартенситное превращение в ЗТВ и ограниченный объем последующего мартенситного превращения при охлаждении до комнатной температуры исключает при сварке сталей этого класса образование холодных трещин. Вместе с тем интенсивное выделение карбидов, и особенно образование δ-феррита, приводят к хрупкому разрушению сварных соединений в зонах структурных изменений, особенно при понижении температуры до —196 °С. Последнее объясняется резким снижением пластичности δ-феррита. В этом случае полная термообработка (закалка, обработка холодом, отпуск) позволяет получить оптимальные соотношения аустенита и мартенсита, а также отсутствие δ-феррита. При этом восстанавливается вязкость зоны сплавления при сохранении прочностных характеристик сварного соединения на уровне 0,9 σв основного металла в случае выполнения сварки материалами мартенситного либо аустенитно-мартенситного класса. Технология сварки и свойства соединенийВыбор сварочных материаловСоединения стали аустенитно-мартенситного класса целесообразно выполнять аргонодуговой сваркой без присадки (тонколистовые детали) либо с присадкой перечисленными ниже материалами, а также контактной точечной и роликовой сваркой и электронно-лучевой сваркой. В случае сварки соединений, для которых отсутствует требование равнопрочности, допускается ручная электродуговая сварка электродами, дающими аустенитный наплавленный металл, либо механизированная сварка под слоем флюса марки АН-26с по ГОСТ 9087—81 либо марки 48-ОФ-6 по ОСТ 5.9206—76. Выбор присадочного материала осуществляют, исходя из требований прочности сварного соединения. В случае отсутствия требований высокой прочности к швам в качестве присадочной можно рекомендовать аустенитную проволоку Св-01X19Н18Г10АМ4 (ТУ 14-1-1892—71) либо Св-08Х21Н10Г6 (ГОСТ 2246—70), обладающих хорошей стойкостью против образования горячих трещин и высокой прочностью и пластичностью в широком интервале температур, в том числе отрицательных (до —196 °С). При наличии требований высокой прочности сварных соединений рекомендуется к применению аустенитно-мартенситные проволоки Св-07Х16Н6, Св-08Х17Н5МЗ, Св-09Х15Н9Ю (ТУ 14-1-997—74), Св-01Х12Н11М2ТС (ТУ 14-1-3482—82). Механические свойства сварных соединений, полученных с применением некоторых из указанных сварочных материалов, приведены в табл. 19.4. 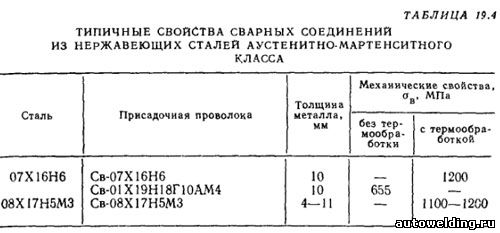
Прочность сварных соединений, сваренных аустенитной присадочной проволокой, выше прочности самой присадки. Это объясняется стеснением деформации металла шва из-за более высокой прочности основного металла. Такой эффект по мере увеличения ширины шва и зоны с аустенитной структурой уменьшается. Выбор режимов сваркиРежим сварки выбирают, исходя из способа сварки, толщины свариваемого материала, диаметра сварочной проволоки и других параметров. Приведенные режимы сварки (табл. 19.5) могут быть скорректированы в зависимости от типа соединения, наличия разделки кромок, качества сборки, наличия либо отсутствия подкладки, положения шва в пространстве и т. д. 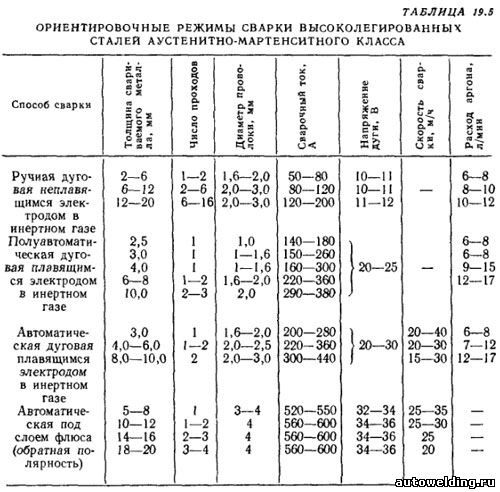
Выбор послесварочной термообработкиВлияние термического цикла сварки приводит к структурным изменениям, приводящим к охрупчиванию металла ЗТВ сталей, а также снижению их коррозионной стойкости и стойкости против межкристаллитной коррозии. Поэтому при изготовлении ответственных конструкций, к которым предъявляются требования высокой прочности, вязкости и коррозионной стойкости сварных соединений, целесообразно предусмотреть полный цикл термообработки, включающий закалку, обработку холодом и отпуск. Режим термообработки в этом случае выбирают аналогичным термообработке основного металла (см, табл. 19.2). В случае выполнения сварки крупногабаритных изделий, исключающих возможность закалки, следует сварное соединение подвергнуть обработке холодом и последующему отпуску. При этом несколько повышается ударная вязкость сварного соединения. Коррозионная стойкость соединенийСтали аустенитно-мартенситного класса имеют после закалки с температур, достаточных для растворения карбидов, высокую коррозионную стойкость, определяемую прежде всего высоким содержанием хрома. Сварные соединения имеют равную коррозионную стойкость с основным металлом. Мартенситное превращение при обработке холодом сталей, прошедших закалку, не влияет на коррозионную стойкость и способность сталей к пассивации. Низкотемпературный отпуск и старение после обработки холодом также не вызывают каких-либо изменений общей коррозионной стойкости. Стали аустенитно-мартенситного класса 09X15Н8Ю, 07X16Н6, 08XI7H5M3 в соответствии с требованиями ГОСТ 6032—84 после полного цикла термообработки стойки также против межкристаллитной коррозии. Вместе с тем при нагреве выше 500 °С наблюдается интенсивное падение стойкости против межкристаллитной коррозии в связи с выделением по границам бывших аустенитных зерен карбидов, богатых хромом. Холодная пластическая деформация сталей аустенитно-мартенситного класса, при которой образуется до 75 % мартенсита, не уменьшает склонность стали к общей и межкристаллитной коррозии. Таким образом, нержавеющие стали рассматриваемого класса и их сварные соединения во многих случаях имеют хорошее сочетание высокой прочности и коррозионной стойкости в агрессивных средах (табл. 19.6). 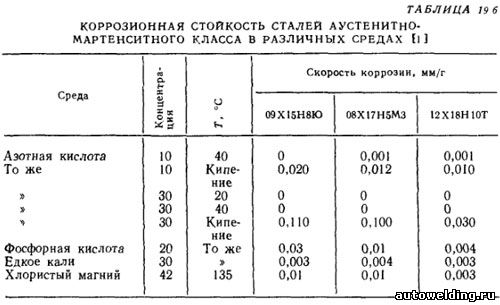
| 

