Технология сварки серых чугунов и свойства соединений
Свариваемость серых чугуновЧугун обладает небольшой усадкой, примерно в два раза меньшей, чем сталь. Поэтому вероятность образования трещин в случае больших объемов наплавленного металла в виде чугуна уменьшается. Высокое содержание С в сварочной ванне при этом способствует уменьшению количества цементита и ледебурита в зоне сплавления. Отбел наплавленного чугуна исключается при сварке с нагревом изделия до температуры 600— 700 °С. Последующее охлаждение изделий со скоростью не более 50—100 °С/ч гарантирует отсутствие цементита и мартенсита не только в структуре наплавленного чугуна, но и ЗТВ (зоне термического влияния). Структура металла шва представляет собой чугун с пластинчатым графитом и матрицей от ферритной (при медленном охлаждении соединения) до перлитной (при ускоренном охлаждении). Обеспечивается идентичность механических, физических и эксплуатационных свойств соединений, аналогичных свойствам свариваемого чугуна. Создание сварочных материалов, обеспечивающих получение работоспособных соединений чугуна при сварке без подогрева, идет двумя путями. Один путь предусматривает применение цветных металлов (Ni, Сu) и их сплавов, которые не образуют стойких карбидов, оставаясь пластичными после наплавки на чугун. Железоникелевые сплавы образуют непрерывный ряд твердых растворов. Сплавы, содержащие свыше 30 % Ni, являются аустенитными при комнатной температуре и не имеют α-превращения. Расплавленный Ni может растворять значительное количество С, который выделяется при охлаждении большей частью в виде графита. Присутствие С в тройном сплаве Fe — Ni — С способствует получению аустенитной структуры при меньшей концентрации Ni. Никелевый аустенит, растворяющий большое количество С без образования карбидов, имеет высокую пластичность и низкую твердость. Эти особенности никелевого аустенита обусловливают хорошую обрабатываемость сварных соединений чугуна и стойкость против образования трещин. Сu, как и Ni, не образует карбидов, но в отличие от Ni практически не растворяет С и Fe. Благодаря высокой пластичности и указанному отношению к С медь используется в качестве электродного или присадочного металла. Другой путь предусматривает использование электродов на железной основе. Стальной шов легируют сильными карбидо-образующими элементами (V, Nb, Ti), которые связывают С в мелкие карбиды, равномерно распределенные в металлической низкоуглеродистой матрице. Промышленное применение нашло легирование V до 10 %. В обоих случаях прочность металла шва превосходит прочность основного металла — серого чугуна с пластинчатым графитом, которая и определяет прочность сварного соединения в целом. Зона термического влияния (ЗТВ) характеризуется наличием разнообразных структур как в силу широкого диапазона максимальных температур нагрева, так и по причине большой химической и физической неоднородности свариваемого чугуна. В результате нагрева до температур 1150—1250°С чугун во время сварки находится в жидко-твердом состоянии. После сварки охлаждение его идет с большой скоростью—10—20°С/с и выше. В твердой фазе участка при таких скоростях охлаждения формируются мартенсит и троостит, жидкая фаза кристаллизуется с образованием ледебурита. На границе между сварочной ванной и зоной неполного расплавления протекают диффузионные процессы, которые могут значительно изменить характер формирования структуры. Если сварка чугуна производится малоуглеродистой сталью, сварочная ванна отличается от основного металла значительно меньшим содержанием С и Si. Поэтому диффузия этих графитизаторов будет протекать из участков неполного расплавления в ванну, и образование в зоне сплавления ледебурита и цементита неизбежно. В случае сварки чугуна чугуном с повышенным содержанием указанных графитизаторов диффузия последних протекает в сторону зоны сплавления, что снижает вероятность формирования в ней нежелательной структуры ледебурита. При сварке чугуна никелевыми материалами создаются благоприятные условия для диффузии Ni в последние оплавленные участки основного металла как вследствие возникающего градиента концентрации, так и большого коэффициента диффузии в жидком расплаве этого элемента по сравнению с другими. Если время диффузии достаточно большое, то в зоне сплавления образуется железоникелевый сплав, содержащий С в свободном состоянии. Медь напротив, слабо действует как графитизатор в условиях больших скоростей охлаждения, поэтому при сварке чугуна медью в зоне сплавления образуются ледебурит и цементит. В металле ЗТВ, который нагревается до 1150—850 °С, при охлаждении появляются продукты неравновесного распада аустенита — троостит и мартенсит. На конечную структуру участка состав электродного материала практически не влияет, поэтому при сварке без подогрева любыми электродами здесь всегда отмечается повышение прочности и твердости, а также снижение пластичности свариваемого чугуна. Стойкость сварного соединения против образования трещин во многом зависит от размеров ЗТВ. Чем она уже, тем большие напряжения может выдержать сварное соединение. Технология сварки и свойства соединенийРучная дуговая сваркаПрименяемые технологические процессы можно выделить в две большие группы: ручная дуговая сварка и механизированная сварка, в каждой из которых используются материалы, обеспечивающие получение в наплавленном металле чугуна, стали или цветного сплава. Наиболее высокие механические свойства сварных соединений чугуна достигают при сварке однородным металлом. При сварке чугуна чугуном необходимо обеспечить заданный состав наплавленного металла (обычно близкий основному — серому чугуну) и определенную скорость охлаждения, чтобы избежать образование отбела и трещин. Сварку осуществляют с нагревом изделия до температуры 400—700 °С. Последующее охлаждение со скоростью 50—100°С/ч гарантирует отсутствие цементита и ледебурита в структуре наплавленного чугуна и околошовной зоне. Разработаны штучные электроды двух типов. Первый тип характеризуется чугунным стержнем и сравнительно тонким покрытием. В электродах второго типа в качестве стержня используют стальную малоуглеродистую проволоку, а в состав покрытия вводят в большом количестве С, Si и другие компоненты с таким расчетом, чтобы наплавленный металл представлял собой синтетический чугун. Для изготовления электродов первого типа используют литые прутки из чугуна следующего состава, %: С 3,0—3,6; Si 3,6— 4,8; Мn 0,5—0,6; Ni 0,3—0,5; Cr≤0,5; S≤0,08, Р 0,2—0,5. Покрытия выполняют две главные функции: повышение содержания графитизаторов по сравнению с имеющимися в прутках, а также предохранение их от окисления. Основой покрытия служат компоненты, содержащие С и Si (графит, ферросилиций, карборунд и др.). Другие компоненты покрытия вводятся для стабилизации сварочной дуги. Масса покрытия подбирается таким образом, чтобы при ванной сварке не возникало большого количества шлаков, которые мешают процессу, покрывая поверхность жидкого чугуна. Электроды представляют собой длинные стержни (до 500 мм) большого сечения (до 300 мм2). Сварку такими электродами выполняют непрерывно на токе величиной до 1400 А обратной полярности (возможна сварка и на переменном токе). При этом производительность по наплавленному металлу составляет 10—12 кг/ч. Наплавленный металл в виде чугуна можно получить, применяя не только электроды с чугунным, но и со стальным стержнем. Разрабатывают покрытия, состоящие в основном из графита и кремнийсодержащих компонентов. Примером могут служить электроды марки ЦЧ-5. Недостатком электродов со стальным стержнем является структурная неоднородность наплавленного чугуна. В начале сварки расплавленный металл не успевает в достаточной степени насытиться графитизаторами, получается низкоуглеродистый доэвтектический чугун. В структуре первого слоя и особенно в зоне сплавления часто обнаруживается значительное количество цементита и ледебурита, а в ЗТВ — их сплошная гряда. Это ведет к образованию трещин; механическая обработка соединений невозможна. Электроды со стальным стержнем применяют ограниченно, в основном для декоративной заварки мелких дефектов на необрабатываемых поверхностях чугунных отливок. Для значительного снижения твердости наплавленного стального слоя и повышения пластичности необходимо получить ферритную либо аустенитную структуру матрицы. Если использовать электроды, в покрытии которых содержатся сильные карбидообразующие элементы (V, Nb, Ti) в количестве, достаточном для полного связывания всего С, переходящего из основного металла, то удается получить структуру шва с ферритной матрицей и равномерно распределенными мелкодисперсными карбидами (электроды марки ЦЧ-4 (ТУ 14-4-831—77) (табл. 22.1). Рекомендуется местный подогрев до 300 °С. 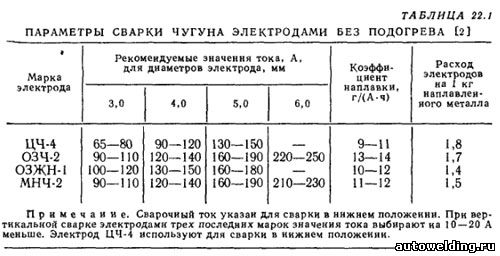
При сварке электродами на основе меди наплавленный на чугун металла представляет собой медный сплав с вкраплениями железоуглеродистых частиц. Такой характер структуры определяется тем, что медь практически не растворяет Fe и С. Свойства швов и их обрабатываемость зависят от соотношения Cu и Fe в сплаве. Оптимальной считается композиция сплава из 80—90 % Cu и 10—20 % Fe. Требуемое соотношение меди и железа в шве достигают за счет использования в качестве стержня электрода медной проволоки и введения в покрытие соответствующего количества железного порошка. Можно применить и оплетку на стержне в виде жести. Покрытие электрода ОЗЧ-2 (ТУ 32-096-001—78) содержит ферромарганец, карбид кремния, мрамор, плавиковый шпат, маршалит. Режимы сварки электродом ОЗЧ-2 приведены в табл. 22.1. Сварку медножелезными электродами выполняют на постоянном токе обратной полярности участками длиной 30—50 мм с обязательной тщательной проковкой каждого слоя. Без проковки швов получить качественное соединение часто не удается, поэтому при сварке в труднодоступных местах, где проковка невозможна или затруднена, применение медножелезных электродов нецелесообразно. Электроды на основе никеля и его сплавов обеспечивают качество сварных соединений, которые имеют удовлетворительную прочность и поддаются механической обработке. По составу стержня электроды можно разделить на три группы: а) практически чистый никель; б) сплавы никеля с железом (30—50 % Fe); в сплавы никеля с медью (25-Г-35 % Сu). В соответствии с этим электроды обеспечивают различные свойства сварных соединений и имеют разные основные области применения. Швы, наплавленные никелевыми (ОЗЧ-З, ОЗЧ-4) и никелемедными (МНЧ-2; ТУ 14-4-780—76) электродами, хорошо обрабатываются и легко проковываются. В то же время прочность на разрыв и стойкость швов против образования трещин лучше при сварке железоникелевыми (ОЗЖН-1; ТУ 14-4-318—73) электродами. Поэтому никелевые электроды используют больше для серого чугуна, особенно для тонкостенных отливок. Электроды со стержнем из монель-металла предназначены для заварки небольших пороков отливок, которые обнаруживаются на рабочих поверхностях в процессе механической обработки. Хорошая обрабатываемость соединений достигается главным образом благодаря тому, что никелевая основа обеспечивает отсутствие карбидов в швах и зоне сплавления. Пониженная температура плавления стержня способствует уменьшению ширины околошовной зоны, что также благоприятно сказывается на обрабатываемости мест заварки. Электроды со стержнем из железоникелевого сплава обладают удовлетворительной стойкостью против образования горячих трещин и достаточной прочностью по отношению к чугуну с шаровидным графитом. Железоникелевые электроды рекомендуется применять для сварки ответственных нагруженных деталей. Механизированная сваркаШироко регулировать состав наплавленного металла и механизировать процесс сварки при достаточно высокой производительности позволяет применение порошковой проволоки. В состав проволок для сварки чугуна, кроме железа, вводят необходимое количество элементов-графитизаторов (С, Si), благодаря чему наплавленный металл получается однотипным с основным металлом. Нужную форму графита обеспечивают соответствующим модифицированием сварочной ванны. Для сварки серого чугуна с пластинчатым графитом используют порошковые проволоки марок ПП-АНЧ-1, ГТП-АНЧ-2, ПП-АНЧ-3, ППЧ-ЗМ, ППЧ-9, ППСВ-7 и другие. Диапазон возможных режимов сварки проволокой диаметром 3 мм составляет: Iсв = 250÷600 А; Uд = 30÷40 В; vп.пр= = 100÷300 м/ч; ток постоянный прямой полярности. Сварку и наплавку чугуна порошковой проволокой производят, как правило, открытой дугой. В отдельных случаях при плохом качестве основного металла целесообразно создавать дополнительную защиту углекислым газом с расходом 600 — 900 л/ч. При сварке с высоким подогревом ванным способом газовую защиту не применяют. Структура металлической основы, а также форма и размеры графитных включений в наплавленном чугуне зависят от состава проволоки и условий охлаждения после сварки (табл. 22.2). 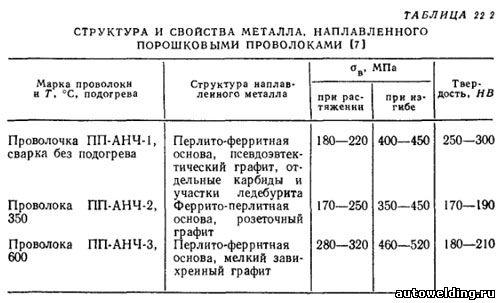
При сварке чугуна самозащитной проволокой марки ПАНЧ-11 (ТУ 48-21-593—82) в отличие от ручной при идентичном составе металла шва успешно решается задача получения прочноплотных сварных соединений, стойких против образования трещин в шве и ЗТВ. Состав проволоки разработай для сварки чугуна открытой дугой и без предварительного подогрева. При этом обеспечивается получение шва с аустенитной структурой матрицы. Свойства сварного соединения определяются свариваемым чугуном, поскольку при испытании на растяжение сварные образцы разрушаются по основному металлу. Ширина зоны с повышенной твердостью (до HV 350) составляет 100—200 мкм, поэтому последующая термическая обработка не требуется и соединение легко обрабатывается режущим инструментом. Технологию механизированной сварки проволокой ПАНЧ-11 применяют при массовом ремонте чугунных деталей тракторных, комбайновых и автомобильных двигателей. Заваривают трещины различной конфигурации и протяженности на рубашках охлаждения и в масляных каналах, в перемычках между цилиндрами и клапанными гнездами, приваривают отбитые части. Электрошлаковая сваркаЭтот вид сварки имеет ряд характерных особенностей, которые используют при сварке чугуна и в первую очередь более мягкий, чем при дуговой сварке, термический цикл вследствие применения больших токов (до 3000 А и выше) и малых скоростей сварки (0,3—1,0 м/ч). При ЭШС серого чугуна можно получить равнопрочное, хорошо обрабатываемое сварное соединение без предварительного подогрева деталей за счет тепла шлаковой ванны. ЭШС серого чугуна однородным металлом технически мало отличается от сварки стальных деталей. Свариваемые заготовки собирают с обязательным зазором, несколько большим, чем при сварке сталей. В качестве формирующих приспособлений можно использовать графитовые пластины. Для доброкачественной заварки дефектов на массивных чугунных отливках в ряде случаев необходим местный предварительный подогрев. Чтобы регулировать степень разогрева дефектного места, целесообразно использовать в качестве источника нагрева неплавящиеся электроды, например, графитовые. Газовая сваркаГазовая сварка обеспечивает возможность регулировать в широких пределах скорости нагрева основного металла и охлаждения сварного шва, просто осуществляется местная термическая обработка для отжига наплавленного металла. В результате получают сварное соединение чугуна, легко обрабатываемое по всему сечению, и металл шва, соответствующий по качеству основному металлу. Газовую сварку серого чугуна применяют при исправлении литейных дефектов и ремонте деталей небольшой массы, реже — при восстановлении изделий больших габаритных размеров и массы с подогревом. Сварку деталей малой массы производят без предварительного подогрева. Относительными недостатками газовой сварки являются сравнительно низкая производительность и высокие требования как к сварочным материалам, так и к профессиональному мастерству газосварщика. В качестве горючего газа используют ацетилен, пропан-бутан и городской газ, сварку выполняют нормальным пламенем. В качестве присадочного материала применяют чугунные прутки по ГОСТ 2671—80, а также используют преимущественно кислые флюсы, состоящие из борсодержащих веществ. Дефекты и их предотвращениеХолодные трещины — наиболее распространенный дефект. Одной из причин большой склонности соединений серого чугуна к образованию холодных трещин является наличие графита в металлической матрице. Графит играет роль надреза. Под действием растягивающих напряжений у вершин графитных пластинчатых включений создается перенапряжение, которое и может вызвать разрушение. У серого чугуна практически отсутствует запас пластичности, поэтому разрушение происходит хрупко, путем отрыва и в основном по графитовым включениям. Присутствие в чугуне цементита, ледебурита и мартенсита повышает хрупкость и способствует образованию трещин. Стойкость наплавленного чугуна против образовнаия холодных трещин зависит от степени графнтизации в процессе его кристаллизации. С увеличением количества свободного углерода (графита) уменьшаются величина свободной линейной усадки наплавленного металла и сварочных напряжений, улучшается структура матрицы (больше графита) и повышается пластичность чугуна в целом. Росту степени графитизации способствует увеличение содержания С и предварительный подогрев свариваемого изделия. Образования трещин в стальных валиках и однопроходных швах избежать невозможно. Меньше трещин получается при механизированной сварке стальной проволокой малого диаметра в защитном газе на низком режиме. Сварку выполняют небольшими участками, первый валик сразу перекрывают вторым для замедления охлаждения и отпуска закалочных структурных составляющих. Поперечные трещины в основном металле встречаются чаще всего при сварке тонкостенных чугунных отливок (δ = 5÷10 мм). Прилегающая к шву достаточно широкая зона основного металла нагревается до температуры выше 550—600 °С и под влиянием сжимающих напряжений претерпевает пластическую деформацию. После выравнивания температуры шва и околошовной зоны при дальнейшем охлаждении соединения в этих зонах основного металла напряжения меняют знак и могут привести к разрушению. Опасность образования поперечных трещин в основном металле тем больше, чем тоньше чугун, чем больше в нем фосфидной эвтектики и чем больше грубого пластинчатого либо междендритного графита. Продольные трещины в околошовной зоне при внешним осмотре не обнаруживаются, но выявляются при испытании сварных соединений на герметичность. Они образуются только при сварке чугуна без предварительного подогрева. Различают отколы— трещины, проходящие по ЗТВ, и отрывы, возникающие в результате отслоения шва от основного металла. Образованию отколов способствует наличие хрупких составляющих в структуре металла околошовной зоны. Отрыв шва при сварке чугуна возникает, если основной элемент состава шва не образует с железом твердых растворов в широком диапазоне концентраций (например, Сu) или дает интерметаллидные прослойки по границе (как Zn или Аl). Вероятность образования отрывов увеличивается при сварке ферритных чугунов с грубыми включениями пластинчатого графита, которые препятствуют смачиванию сварочной ванной оплавленной поверхности основного металла. Образованию отрывов способствует дефект в виде цепочки мелких пор по границе сплавления что часто наблюдается при сварке чугуна высоконикелевыми сплавами. Выполнение сварки с предварительным местным подогревом до температуры 150—250°С, тщательная проковка участков шва, использование в качестве основного металла чугуна с мелким завихренным или компактным графитом, не окисленного и не пропитанного маслами в процессе эксплуатации, способствуют исключению продольных трещин в околошовной зоне. Горячие трещины. Образованию трещин способствует наличие легкоплавких эвтектик, остающихся жидкими между затвердевшими кристаллами. С и S уменьшают стойкость швов против горячих трещин, особенно при сварке чугуна высоконикелевыми сплавами. Углерод создает несплошности, которые ослабляют формирующийся шов. Это проявляется сильнее, если включения графита имеют пластинчатую форму. При сварке чугуна никелем важно добиться, чтобы в структуре шва включения графита имели компактные формы, лучше всего шаровидную или точечную. S не растворяется в Ni, но может образовывать с ним соединения, например сульфид никеля Ni3S2, который дает с Ni хрупкую эвтектику с температурой плавления 644 °С. При содержании S в Ni свыше 0,01 % в швах, как правило, появляются трещины. Снижение содержания серы в наплавленном металле и связывание ее в тугоплавкие соединения является важной задачей при разработке сварочных материалов для чугуна. Предварительный подогрев изделия до 150—250 °С благоприятно сказывается на стойкости швов против горячих трещин, поскольку снижается темп нарастания деформации при кристаллизации шва. Проковка как технологический прием здесь неэффективна, так как трещины образуются гораздо раньше, чем может быть осуществлено деформирование металла шва. Поры — серьезный дефект сварных соединений чугуна, особенно для деталей, работающих под давлением. Отдельные поры в чугуне, наплавленном при заварке крупных дефектов, не представляют опасности. Однако при значительной пораженности металла шва сварное соединение не может быть признано удовлетворительным. Поры представляют собой не успевшие выделиться до затвердевания металла пузырьки Н2, N2, водяного пара, оксида углерода. В наибольшей степени образованию пор в наплавленном чугуне способствуют N2 и Н2 вследствие скачкообразного изменения их растворимости в период кристаллизации сварочной ванны. Уменьшение пористости наплавленного чугуна достигают тщательной очисткой основного металла от ржавчины и органических загрязнений (борьба с водородом), связыванием водорода в соединения (HF, ОН), нерастворимые в жидком металле. Благодаря способности N2 образовывать стойкие нитриды титана, алюминия, циркония исключают его вредное влияние путем легирования сварочной ванны этими элементами. Чтобы предотвратить образование газовых пузырьков водяного пара и оксида углерода, сварочную ванну жидкого чугуна раскисляют Ti, Al, Si. Вероятность образования пор снижается с уменьшением скорости кристаллизации жидкого чугуна. Поэтому при больших объемах ванны, характерных для сварки с предварительным подогревом, успевает пройти дегазация и поры не образуются.
|