Технология сварки стальных конструкций промышленных зданий и сооружений
Наиболее распространенными конструкциями являются балки, ригели, колонны двутаврового сечения, стыки (рис. XIX. 12) которых сваривают при укрупнении конструкций либо в проектном положении. Порядок сварки стыка балки составного сечения при ее укрупнении приведен на рис. XIX.12,1. Как видно из рисунка, для сварки стыка в наиболее удобных положениях балку дважды кантуют (рис. XIX.12, б, в), при этом в первую очередь сваривают стык стенки, затем стыки полок и в последнюю очередь поясные швы, которые на заводе недоваривают для облегчения сборки стыка и уменьшения сварочных напряжении. На рис. XIX. 12, II, г, д приведен порядок сварки стыка при одной кантовке. На рис. XIX. 12, III показан порядок сварки стыка балки, установленной в проектное положение. При небольших размерах и небольшой толщине металла последовательность сварки стыков, указанная на рис. XIX.12,1—III, не имеет существенного значения, следует только сваривать в последнюю очередь поясные швы. При больших размерах и толщине элементов 25—40 мм сначала рекомендуется сваривать стыки стенки. Однако этот порядок также может меняться, что видно из рис. ХIХ.12, IV: при высоте стенки, значительно превышающей ширину поясов, в первую очередь сваривают стыки поясов (см. рис. XIX.12, IV). 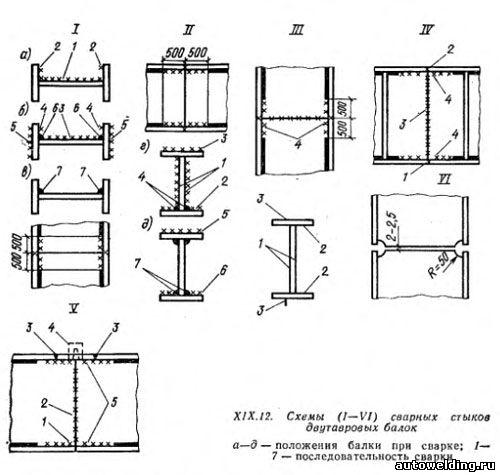
При этом первым сваривают стык нижнего, обычно растянутого пояса. Во всех случаях перед сваркой стыков полок устанавливают в начале и в конце шва выводные планки для обеспечения качественного провара шва на всем протяжении. Стыки сваривают ручной дуговой или механизированной сваркой плавящимся электродом (порошковой проволокой, в углекислом газе). Применяют также сварку стыков стенки с принудительным формированием шва порошковой проволокой. На рис. Х1Х.12, V покаэапа последовательность сварки; для прохода автомата в верхней полке сделана вставка, которую устанавливают и приваривают после сварки стыка стенки. Стыки полок и поясные швы сваривают порошковой проволокой. На рис. XIX.12, VI приведена схема подготовки стыка мощной балки. В связи с тем, что предстояло сварить значительное число стыков этой балки (высота 3200—3800 мм, ширина пояса 600—1000 мм, толщина 32 —40 мм), оказалось целесообразным при укрупнении балки сваривать стыки поясов автоматической дуговой сваркой с принудительным формированием шва. Для прохода ползуна автомата в стенке делали сегментный вырез; использовали автомат А-1150У с модернизированным устройством для подачи в зону сварки одновременно двух порошковых проволок (рис. XIX. 13), что обеспечивало сварку за один проход, при этом разделки кромок не требовалось. Зазор в стыке стенки 2—2,5 мм после сварки поясов становился близким к нулю, что позволяло выполнить сварку стыков стенки автоматом АДФ-1002 под флюсом на весу сначала с одной стороны, а затем после кантовки балки — с другой. Поясные недоваренные на заводе швы, а также швы ребер жесткости сваривали механизированным способом порошковой проволокой. Сегментный вырез в стенке способствовал уменьшению сварочных напряжений в месте соединения стенки с поясом. Для сварки стыка стенки на всю длину перестроили ходовую часть трактора АДФ-1002, после чего мундштук располагался на уровне передних колес, а флюсовый бункер сняли. Сварку с принудительным формированием вели на токе 700—750 А при напряжении дуги 32—36 В; автоматическую сварку под флюсом — на токе 650—700 А со скоростью от 8,3*10-3 до 11,1*10-3 м/с. Механизация сварки стыков этих мощных балок обеспечила снижение трудоемкости примерно в 5—6 раз по сравнению с ручной сваркой. 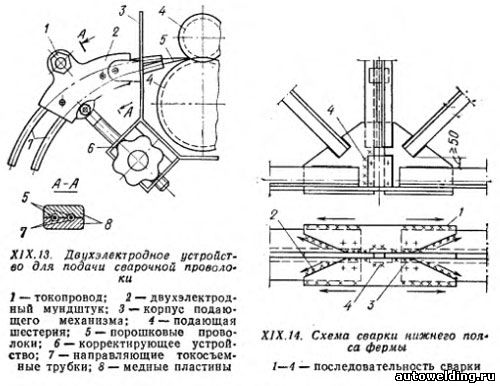
Стропильные фермы, поставляемые на монтажную плошадку половинками, обычно собирают в простейшем кондукторе на складе металлоконструкций или непосредственно в пролете монтируемого здания и соединяют стыки поясов (рис. XIX. 14) ручной дуговой сваркой или механизированной сваркой порошковой проволокой. Примерно такая же последовательность соблюдается при сварке соединений верхнего пояса. Фермы небольшого пролета (24—30 м) чаще собирают в горизонтальном положении, что дает возможность сваривать швы в нижнем положении при одной кантовке фермы. Операция кантовки должна быть выполнена осторожно, при необходимости с постановкой временных жесткостей для предупреждения деформации фасонок при кантовке. Сборка ферм в вертикальном положении не требует кантовки для сварки, обеспечивает соблюдение проектной формы фермы, но часть сварных швов должна быть выполнена в неудобном потолочном положении. Технология сборки и сварки более крупных ферм, особенно собираемых из отдельных элементов, должна быть в каждом случае разработана в зависимости от применяемых профилей, средств монтажа и сварки. При сооружении одноэтажных зданий значительной площади широко используют прогрессивный конвейерный метод монтажа конструкций покрытия. Конвейер, расположенный недалеко от строящегося корпуса, имеет несколько постов — стоянок на передвигающихся по рельсовому пути тележках, где собирают блоки покрытия, состоящие из 3—4 ферм с кровлей и начинкой межферменного пространства технологическими коммуникациями. Готовые блоки подают к месту монтажа на тележке и устанавливают мощным краном в проектное положение. Большим преимуществом конвейерного метода является производство всех работ по сборке и сварке конструкций не на высоте, а внизу на тележках конвейера, что позволяет широко применить механизированную сварку конструкций. Увеличивается также производительность труда монтажников и безопасность их работы. При сварке соединений типовых конструкций ферм, подкрановых балок, колонн, связей и сопряжений элементов следует пользоваться типовой технологией, изложенной в «Руководстве по сварке типовых узлов при монтаже стальных конструкций производственных зданий и сооружений», разработанном ВНИПИ Промстальконструкция (ЦБНТИ, 1980 г.). Малышев Б.Д. Сварка и резка в промышленном строительстве, т.2. -М. 1989 См. также: Сварка стальных строительных конструкций
|


