Вспомогательные электротехнические устройства
Осциллятор представляет собой устройство, преобразующее ток промышленной частоты и низкого напряжения (40...220 В) в ток высокой частоты (100...300 кГц) и высокого напряжения (2000...6000 В). При подаче импульсов высокого напряжения на промежуток между заготовкой и электродом происходит пробой промежутка искрой и появляются свободные электроны. Кратковременный искровой разряд развивается в дуговой, создавая условия для горения дуги. Осцилляторы применяют для бесконтактного зажигания и стабилизации горения дуги при сварке неплавящимся электродом (как правило, вольфрамовым) в защитных газах. Контактное зажигание дуги вольфрамовым электродом не рекомендуется, так как заметно увеличивается расход электрода в связи с образованием на его торце соединений вольфрама со свариваемыми металлами. Применяют параллельную и последовательную схемы включения осциллятора в цепь дуги. Электрическая схема параллельного включения осциллятора представлена на рис. 5.13. 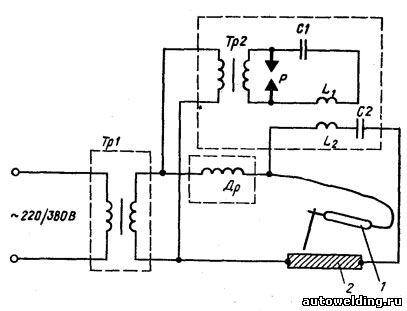
Рис. 5.13. Электрическая схема параллельного включения осциллятора М-3 в сварочную цепь: 1 — электрододержатель, 2 — заготовка; Тр1 — сварочный трансформатор, Др — дроссель, Тр2 — повышающий трансформатор осциллятора, Р — разрядник, С1 — конденсатор контура, С2 — защитный конденсатор контура, L1 — катушка самоиндукции, L2 — катушка связи Импульсные возбудители дуги применяют для облегчения возбуждения последней, повышения устойчивости ее горения, улучшения процесса переноса капель расплавленного металла в сварочную ванну. Используют их при сварке плавящимся электродом в аргоне и других защитных газах легированных сталей и цветных металлов. Электрическая схема генератора импульсов приведена на рис. 5.14. Его подключают в сварочную цепь параллельно сварочному трансформатору, конденсатор С заряжается от повышающего трансформатора 777 через выпрямительное устройство В. Специальное синхронизирующее устройство в момент перехода тока через нуль замыкает выключатель К, и конденсатор С разряжается через дуговой промежуток в виде кратковременного импульса тока высокого напряжения (200...300 В). Сила тока импульса составляет 1,5...2 А, при этом импульс имеет ту же полярность, что и напряжение дуги в данный момент. После разряда конденсатора синхронизирующее устройство размыкает выключатель, а конденсатор заряжается вновь для подачи следующего импульса. По сравнению с осцилляторами импульсные возбудители дуги имеют следующие преимущества: не вызывают радиопомех и более надежно обеспечивают повторное зажигание дуги. 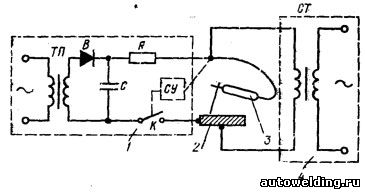
Рис. 5.14. Электрическая схема генератора импульсов и схема его включения в сварочную цепь:
1 — генератор импульсов, 2 — заготовка, 3 — электрододержатель, 4 — сварочный трансформатор (СТ); ТП — повышающий трансформатор, В — выпрямительное устройство, СУ — синхронизирующее устройство, К — выключатель, R — резистор, С — конденсатор Балластные реостаты (рис. 5.15) предназначены для создания падающей характеристики и регулирования силы сварочного тока на каждом посту при питании от многопостового преобразователя. Реостат собран из резисторов, скомпонованных в блоки, и рубильников, включение которых в определенных сочетаниях позволяет осуществлять ступенчатое регулирование в достаточно широких пределах (20 ступеней). 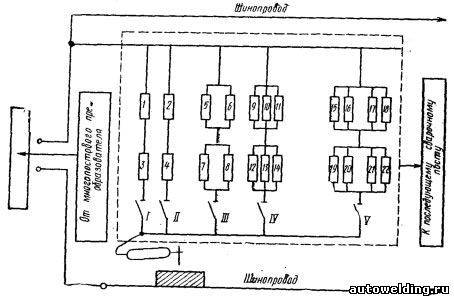
Рис. 5.15. Электрическая схема балластного реостата типа РБ:
1...22 — резисторы; I...V — рубильники Балластный реостат включают в сварочную цепь последовательно с дугой. Как видно из рис. 5.15, минимальным значение силы сварочного тока будет при включении рубильника I, а максимальным — при включении всех пяти рубильников. Промышленностью выпускаются балластные реостаты РБ-201, РБ-301 и РБ-501, соответственно регулирующие силу сварочного тока от 10 до 200 А через каждые 10 А, от 15 до 300 А через каждые 15 А и от 25 до 500 А через каждые 25 А. autowelding.ru - Э.С. Каракозов, Р.И. Мустафаев "Справочник молодого электросварщика". -М. 1992
| 

