Загазованность и запыленность воздуха производственных помещений при сварке и наплавке с применением керамических флюсов
Загрязненность воздушной среды изучали при наплавке с применением плавленых флюсов АН-20, ФЦ-6 и керамического ЖСН-2. Пробы воздуха, согласно существующей инструкции, отбирали в зоне дыхания сварщика (по пять одноименных проб одновременно), на расстоянии 0,3 м от дуги и в нейтральных точках, удаленных от сварочных постов. Во время проведения исследования местная вентиляция отключалась с целью сравнительной оценки общего фона загрязненности воздуха в цехе. Режимы наплавки и применяемые сварочные материалы были различными, соответствующими принятой в цехе технологии. Результаты исследований сведены в табл. 40. 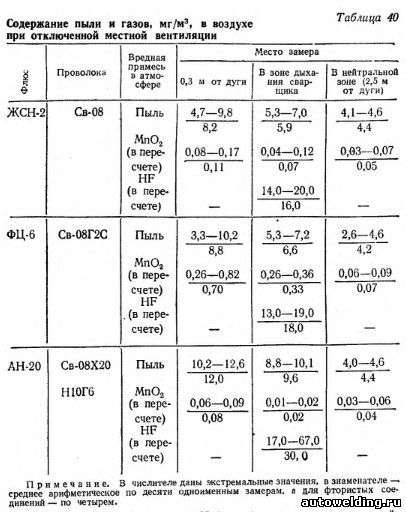
Из сопоставления данных табл. 40 по всем показателям следует, что при использовании флюса ЖСН-2 выделяется меныше пыли, чем при сварке под флюсами ФЦ-6 и АН-20, концентрация соединений марганца в 5—8 раз ниже, чем при использовании флюса ФЦ-6, а фтористых соединений вдвое меньше, чем в случае применения флюса АН-20. Еще убедительнее с точки зрения промышленной санитарии преимущества способа сварки алюминия под керамическими флюсами ЖА-64 и ЖА-64А закрытой дугой по сравнению со способом сварки по слою флюса АН-А1. Таким образом, высказываемые иногда опасения о повышенной вредности керамических флюсов по сравнению с плавлеными не обоснованы.
|


