Особенности наладки фрезерных станков
Выбор метода обработки при фрезерованииВ зависимости от материала заготовки необходимо установить метод обработки — встречное или попутное фрезерование. Встречное фрезерование применяют для вязких материалов, а попутное — для хрупких, чтобы не допустить выкрашивания кромки заготовки. При попутном фрезеровании, допустимом на станке с соответствующей конструкцией механизма подач, до начала работы нужно устранить зазор («мертвый ход») в паре винт—гайка механизма перемещения стола. Прежде чем приступить к наладке фрезерного станка, осуществляют его подготовку к работе, которая состоит из проверки исправности и готовности станка к выполнению различных операций фрезерования. На холостом ходу проверяют выполнение станком команд по пуску и остановке электродвигателя, включение и выключение вращения шпинделя, включение и выключение механических подач стола. Убедившись в исправности станка, приступают к его наладке. Методы наладки станков фрезерной группы рассмотрим на примере универсальных консольно-фрезерных станков с ручным управлением. Настройка режимов резанияПри настройке заданной картой наладки или мастером частоты вращения шпинделя 6 (см. рис. 5.2) необходимо рукоятку переключателя 1 в коробке скоростей 5 выдвинуть на себя, а затем повернуть вправо вокруг оси в требуемое положение до совпадения установленной частоты на лимбе 3 рукоятки со стрелкой-указателем на корпусе коробки 5. После этого рукоятку вдвигают обратно (от себя). 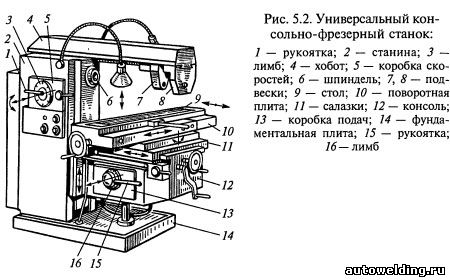
Аналогично частоте вращения шпинделя производят наладку заданной подачи в коробке 13 при перемещении рукоятки 15 с лимбом 16. Движение подачи в универсальных консольно-фрезерных станках выполняется столом 9, перемещающимся в трех направлениях — продольном, поперечном и вертикальном. Расчет элементов режима резания производится по кинематической схеме станка (см. рис. 5.3). 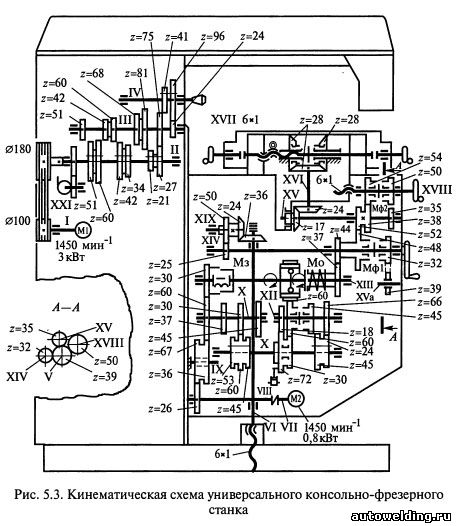
Перед началом обработки на станке следует произвести надежный зажим салазок, по которым перемещается стол, а также консоли на стойке станка. В зависимости от габаритных размеров заготовки (зажимного приспособления), установленной на столе, определить необходимые значения его ходов (с учетом схода (сбега) инструмента) и расставить кулачки, ограничивающие ход и выключающие механическую подачу стола. Наладка режущего инструментаЦилиндрические и дисковые фрезы закрепляют на оправке, конический хвостовик которой затягивают в конусе шпинделя шомполом. Фрезерные оправки могут быть длинными (см. рис. 5.7) или короткими (концевыми). Свободный конец длинной оправки поддерживается кронштейном хобота в универсальных консольно-фрезерных станках с горизонтальным шпинделем. 
Установку фрезы 9 (рис. 9.5) на длинной оправке 6 горизонтального шпинделя 11 производят с помощью промежуточных втулок 10, расположив фрезу как можно ближе к торцу буксы 7 подвески 8. Во избежание вибрации следует обратить особое внимание на надежное закрепление фрезы 9 на оправке 6 непосредственно или через шомпол 1 гайкой 5, а также подвески 8 на хоботе 3 с помощью гайки 4 и хобота 3 на стойке 12 гайкой 2. 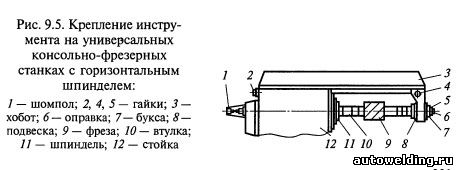
Вспомогательный инструмент и наладка приспособлений для крепления заготовокПри закреплении заготовки на станке должны быть соблюдены следующие правила: не должно нарушаться положение, достигнутое при ее установке; закрепление должно быть таким, чтобы положение заготовки оставалось неизменным; возникающие при закреплении деформации заготовки и смятие ее поверхностей должны находиться в допустимых пределах. 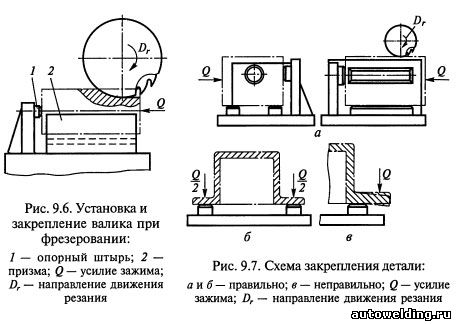
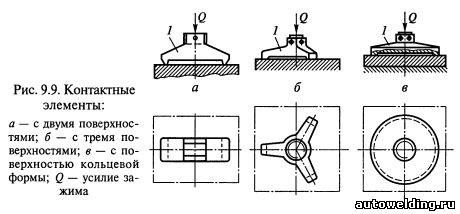
Выполнение указанных правил достигается рациональным выбором схемы закрепления и величины зажимного усилия. При выборе схемы закрепления детали необходимо пользоваться следующими соображениями. Для уменьшения усилия зажима заготовку необходимо установить так, чтобы сила резания была направлена на установочные элементы приспособлений (опорный штырь, палец и др.), расположенные на линии действия этой силы или вблизи нее (рис. 9.6). Для устранения возможного сдвига детали при закреплении усилие зажима Q следует направлять перпендикулярно к поверхности установочного элемента. В целях устранения деформации детали при закреплении необходимо, чтобы линия действия усилия зажима пересекала установочную поверхность установочных элементов (рис. 9.7). При закреплении тонкостенных деталей коробчатой формы для уменьшения прогиба стенки вместо усилия зажима Q (рис. 9.8, а), действующего посредине детали, следует приложить два усилия Q/2 в точках Б и В (рис. 9.8, б). Для уменьшения смятия поверхностей при закреплении заготовок необходимо применять в зажимных устройствах такие контактные элементы 1, которые позволяют распределить усилие зажима между двумя (рис. 9.9, а), тремя (рис. 9.9, б) точками или рассредоточить по кольцевой поверхности (рис. 9.9, в). 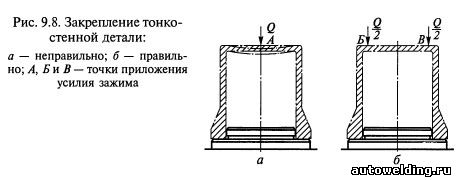
На рис. 9.10 приведена схема установки и закрепления заготовки, на которой регулируемая опора 1 и зажимное усилие Q2 приближены к обрабатываемой поверхности для повышения ее жесткости. 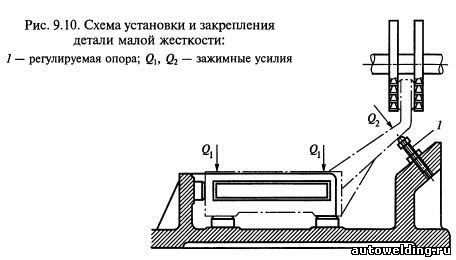
При работе на фрезерных станках высокие требования предъявляют к зажимному инструменту и к резьбовым соединениям, что определяет их долговечность и безопасность работы. Отвертки применяют для закрепления и отвинчивания винтов, имеющих прорезь (шлиц). Основное требование, предъявляемое к отверткам, заключается в том, что лезвие (лопатка) отвертки должны иметь параллельные грани, чтобы оно свободно входило на всю глубину шлица винта с небольшим зазором. Гаечные ключи являются необходимым инструментом для фрезерных работ при закреплении болтами и гайками приспособлений или заготовок на столе станка. Головки ключей стандартизованы и имеют определенный размер, который указан на рукоятке ключа. Размеры зева (захвата) делают с таким расчетом, чтобы зазор между гранями гайки или головки болта и гранями зева был в пределах 0,1 ...0,3 мм. При большем зазоре ключ может сорваться с гайки или головки болта и травмировать руки рабочего. Гаечные ключи бывают простые (одноразмерные), универсальные (раздвижные) и специального назначения. Простыми ключами при наладке станка можно завинчивать гайки одного размера и одной формы (рис. 9.11). Если правая рука захватывает рукоятку гаечного ключа 4 на расстоянии 250 мм от зева 1 ключа и нажимает на нее примерно с усилием 1 ...2 кгс, то усилие зажима гайки 2 и болта 3 будет равно примерно 400... 750 кгс. Поэтому, чем больше диаметр резьбы и длиннее рукоятка ключа, тем больше усилие зажима. 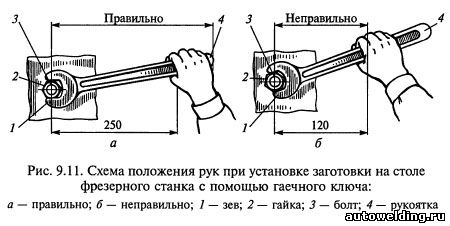
Делительные головки используют в основном на консольных и широкоуниверсальных станках для закрепления заготовки и поворота ее на различные углы путем непрерывного или прерывистого вращения. В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщают одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров. Такие головки применяют при изготовлении многогранников, нарезании зубчатых колес и звездочек, прорезании пазов, шлиц и т.п. По принципу действия различают делительные головки лимбовые (универсальные), оптические, безлимбовые и с диском для непосредственного деления. Лимбовые делительные головки применяют для выполнения всех видов работ. Универсальная лимбовая делительная головка (рис. 9.12) состоит из основания 12 со стяжными дугами 6, в которых смонтирован цилиндрический корпус 5. При ослаблении гаек 13 корпус 5 может поворачиваться вокруг горизонтальной оси против часовой стрелки на угол от -5° и до +95° — по часовой стрелке. Поворот корпуса контролируется по шкале и нониусу. 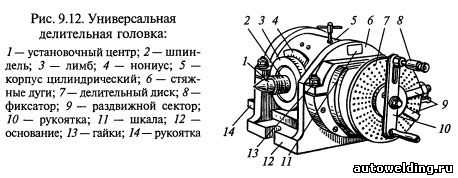
В корпусе 5 на подшипниках смонтирован шпиндель 2, на переднем конце которого имеется резьба с центрирующим пояском для крепления самоцентрирующего или поводкового патрона и конусное отверстие для установки центра 1. Здесь также размещен лимб 3 с делениями и нониусом 4 для непосредственного деления, а на заднем конце шпинделя установлена оправка для сменных зубчатых колес. Вращение шпинделя 2 передается с помощью рукоятки 10 с фиксатором 8 через зубчатые колеса с передаточным отношением, равным 1, и червячную пару k/N, где к — число заходов червяка, N— число зубьев червячного колеса. Отсчет поворота рукоятки производят по засверленным на делительном диске 7 отверстиям. Для удобства отсчета поворота рукоятки имеется раздвижной сектор 9, состоящий из линеек. С помощью рассмотренной делительной головки можно выполнять простое и сложное (дифференциальное) деление. Непосредственное деление осуществляют по лимбу 3 с делениями через 1°. Точность отсчета с использованием нониуса 4 равна 5'. Поворот шпинделя при этом можно производить рукояткой 11 или непосредственным вращением шпинделя. После каждого поворота шпиндель фиксируют стопором 8. В некоторых делительных головках вместо лимба 3 с делениями устанавливают диск с отверстиями по кругу (24; 30 и 36 отверстий), что позволяет выполнить деление на 2, 3, 4, 5, 6, 8, 10, 12, 15, 18, 24, 30 и 36 частей. Простое деление выполняют с помощью зафиксированного стопора 4 (рис. 9.13), с двух сторон которого просверлены отверстия по концентрическим окружностям. С одной стороны диска могут быть окружности с 24, 25, 26, 28, 30, 34, 37, 38, 39, 41, 42 и 43 отверстиями, а с другой — с 46, 47, 49, 51, 53, 54, 57, 58, 59, 62 и 66 отверстиями. 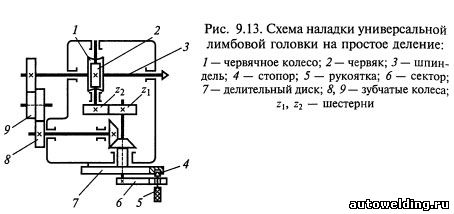
Пусть требуется разделить окружность заготовки на z частей. В этом случае для того чтобы заготовка, а значит, и шпиндель 3 повернулись на 1/z оборота, рукоятка 5 должна быть повернута согласно кинематической цепи на 
оборотов. При z2/z1= 1 и числе заходов червяка k= 1 получим np=N/z, где N — характеристика делительной головки (равна числу зубьев червячного колеса). Дробь N/z можно представить в виде суммы двух слагаемых N/z = a + m/q, где а — число целых оборотов рукоятки; m/q — доля оборота рукоятки (q — число отверстий в окружности делительного диска; m — число шагов между отверстиями в выбранной окружности). Таким образом, деление на 1/z часть производят поворотом рукоятки на а целых оборотов и дополнительно на величину m/q, отсчитываемую по окружности с числом отверстий q. После этого рукоятку стопорят фиксатором 4. Для удобства отсчета при повороте рукоятки на величину m/q используют сектор 6 (см. рис. 9.12), который разводят на такой угол, чтобы он охватывал m шагов между отверстиями на окружности с числом отверстий q. Наладка на дифференциальное деление применяется в тех случаях, когда невозможно подобрать делительный диск с нужным числом отверстий для простого деления.
| 

