Технология фрезерования деталей, имеющих сопряженные плоскости, и многогранников
Сопряженные поверхности одной детали, т.е. поверхности, расположенные в разных плоскостях, могут быть параллельными, перпендикулярными или располагаться под любым углом. К таким плоскостям относятся смежные грани прямоугольной и квадратной призмы, куба, шестигранника, пирамиды и т.д. Обработку заготовок, имеющих сопряженные плоскости, осуществляют на вертикально- и горизонтально-фрезерных станках торцовыми, концевыми и цилиндрическими фрезами, а также наборами фрез. На столе станка заготовки закрепляют в универсальных или в специальных приспособлениях. Фрезерование прямоугольного бруска. Фрезеровщику в процессе работы приходится часто обрабатывать заготовки в виде прямоугольной призмы — бруска (рис. 5.22). В этом случае необходимо правильно выбрать базу и последовательность обработки поверхностей. 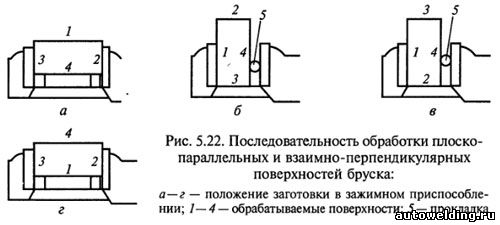
При закреплении заготовки в машинных тисках вначале должна быть обработана поверхность 7, имеющая наибольшую площадь (рис. 5.22, а). Заготовку при этом устанавливают в тисках так, чтобы противоположная ее поверхность 4 опиралась на направляющую поверхность тисков или на две параллельные подкладки равной высоты. Во втором переходе (рис. 5.22, б) заготовку устанавливают обработанной поверхностью 1 к неподвижной губке тисков и прижимают к ней либо непосредственно подвижной губкой, либо, как показано на рисунке, используя в качестве прокладки кусок металла круглого сечения 5, расположенный в центре губок. Это исключает возможный перекос заготовки при закреплении. В такой позиции фрезеруют поверхность 2, смежную с базовой поверхностью 7. Второй и третий переходы (рис. 5.22, в) обеспечивают получение прямого угла между поверхностями 1 и 2 и 1 и 3. В последнем переходе (рис. 5.22, г) базой служит все та же поверхность 7. Брусок устанавливают поверхностью 7 на парные (имеющие равную высоту) параллельные подкладки и перед окончательным закреплением в тисках проверяют параллельность базовой поверхности 7 и стола. После этого заготовку окончательно закрепляют. Если все проведено правильно, то поверхности 7 и 4 должны быть параллельны и вместе с тем перпендикулярны к поверхностям 2 и 5. Приведенная последовательность обработки бруска является рациональной как при черновом, так и при чистовом фрезеровании. При чистовой обработке во избежание повреждения обработанных поверхностей в процессе закрепления заготовки на губки тисков обычно надевают прокладки из листовой латуни или меди. Обработка многогранников. Фрезерование квадратов. При фрезеровании квадрата из прутка заготовка в зависимости от ее длины может быть закреплена одним из следующих способов: - в трехкулачковом патроне;
- в трехкулачковом патроне и центре задней бабки;
- в центрах универсальной делительной головки и задней бабки.
Фрезерование граней квадратов производят концевыми, торцовыми, дисковыми фрезами, а также набором дисковых фрез с закреплением заготовки в делительной головке на горизонтально- и вертикально-фрезерных станках. Фрезерование шестигранников. При обработке шестигранников можно достичь высокой производительности применением набора дисковых фрез. Обработку плоскостей, сопряженных под острым и тупым углами, производят так же, как и наклонных плоскостей. Взаимное расположение сопряженных плоскостей (параллельных и перпендикулярных), обработанных с переустановкой заготовок в тисках универсального горизонтально-фрезерного станка, контролируют штангенциркулями, угольниками, лекальными линейками, рейсмасами. Плоскости, расположенные под тупыми и острыми углами, контролируют шаблонами и рейсмасами, независимо от того, какими фрезами производят эту обработку: цилиндрическими или торцовыми.
| 

