Технология фрезерования и оснастка
Фрезерные станки предназначены для обработки наружных и внутренних плоских, цилиндрических и фасонных поверхностей, прямых и винтовых канавок, резьб, зубчатых колес и т.п. Режущий инструмент — это фрезы: цилиндрические, торцовые, концевые, угловые, шпоночные, фасонные и пр. Виды работ, выполняемых фрезерованием, показаны на рис. 5.6. 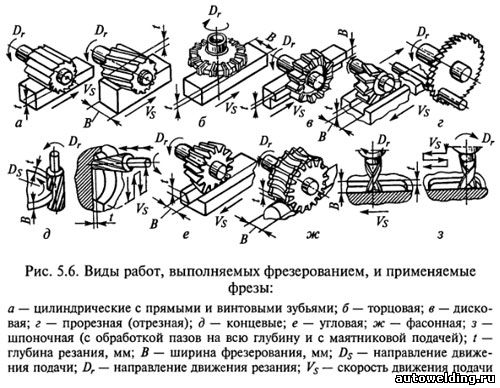
При работе на фрезерных станках используют большое количество различных приспособлений, которые служат для установки инструмента и закрепления заготовок, а также для расширения технологических возможностей фрезерных станков. Инструментальная оснастка. Фрезы закрепляют на оправках и в патронах, которые, в свою очередь, различным образом крепят в шпинделе станка. 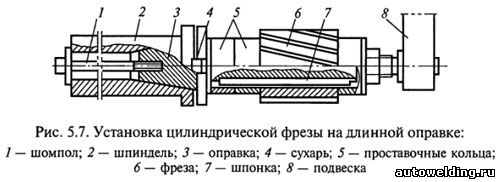
На рис. 5.7 показана установка цилиндрической насадной фрезы на длинной оправке. Положение фрезы 6 на оправке 3 регулируется проставочными кольцами 5. Фреза и оправка связаны шпонкой 7. Конический хвостовик оправки, имеющий внутреннюю резьбу, вставляют в отверстие шпинделя 2 станка и затягивают шомполом 7. Для предотвращения проворачивания оправки, в шпиндель устанавливают сухари 4, которые входят в пазы шпинделя и фланца оправки. Свободный конец длинной оправки поддерживает подвеска 8, установленная на хоботе станка. 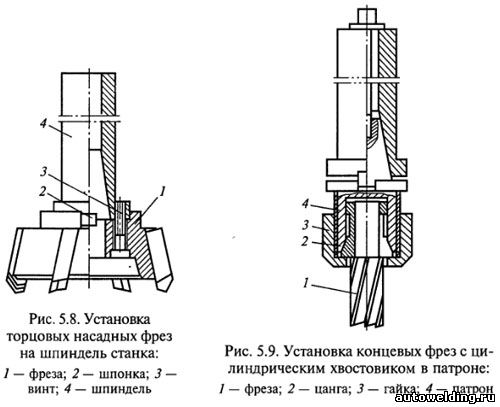
Торцовые насадные фрезы можно устанавливать на оправках или непосредственно на шпинделе станка (рис. 5.8). Фрезу 1 цилиндрическим пояском надевают на шпиндель 4 станка и притягивают винтами 3. Крутящий момент от шпинделя к фрезе передается торцовой шпонкой 2. Концевые фрезы выпускают с коническим и цилиндрическим хвостовиками. Фрезы с коническим хвостовиком устанавливают в шпиндель станка, используя переходные втулки. Концевые фрезы с цилиндрическим хвостовиком закрепляют в патроне, который коническим хвостовиком вставляют в шпиндель станка. Конструкция одного из таких патронов показана на рис. 5.9. Фрезу 1 устанавливают в цангу 2 и гайкой 3 закрепляют в корпусе патрона 4. В процессе работы на фрезерных станках много времени занимает затяжка шомпола при креплении инструмента. Для сокращения этих непроизводительных затрат применяют различные быстродействующие зажимные приспособления. Приспособления для установки и закрепления заготовок на фрезерных станках — это различные прихваты, подставки, угловые плиты, призмы, машинные тиски, столы и вспомогательные инструменты, механизирующие и автоматизирующие закрепление заготовок и тем самым сокращающие вспомогательное время. 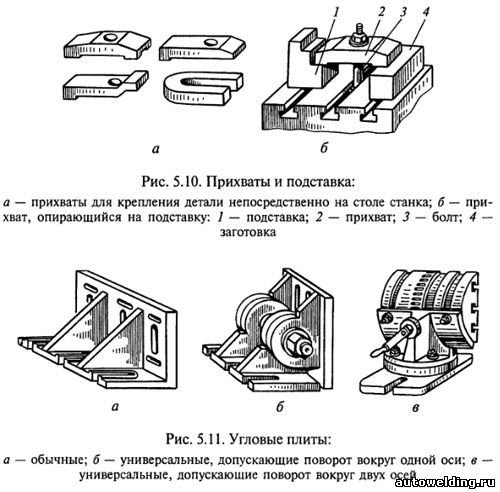
Прихваты (рис. 5.10, а) используют для закрепления заготовок или каких-либо приспособлений непосредственно на столе станка с помощью болтов. Нередко один из концов прихвата 2 опирается на подставку 1 (рис. 5.10, б). Если при обработке заготовок необходимо получить плоскости, расположенные под углом одна к другой, то применяют угловые плиты: обычные (рис. 5.11, а) и универсальные, допускающие поворот вокруг одной (рис. 5.11,б) или двух осей (рис. 5.11, в). Машинные тиски могут быть простыми неповоротными (рис. 5.12, а), поворотными (поворот вокруг вертикальной оси, рис. 5.12, б), универсальными (поворот вокруг двух осей, рис. 5.12, в) и специальными (например, для закрепления валов, рис. 5.12, г): с ручным, пневматическим, гидравлическим или пневмогидравлическим приводом. 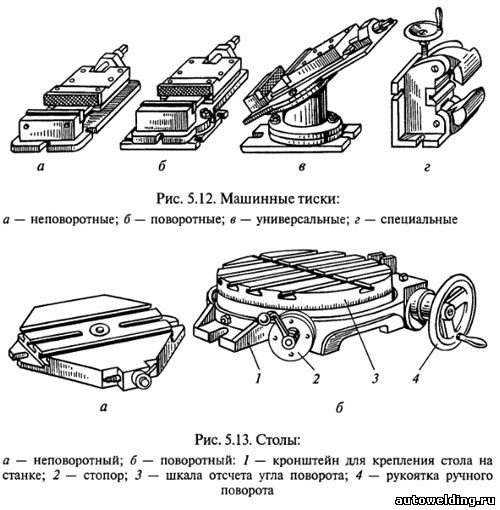
Столы для установки и закрепления заготовок бывают неповоротными (рис. 5.13, а) и поворотными (рис. 5.13, б) с ручным, пневматическим, гидравлическим или электрическим приводом. Поворотные столы позволяют обрабатывать на станке фасонные поверхности заготовки, а также применять метод непрерывного фрезерования, когда во время обработки одной заготовки уже готовые детали снимают и на их место устанавливают новые заготовки. Непрерывное вращение стола обеспечивает отдельный привод или привод станка. Нередко на фрезерных станках (как и на токарных) для закрепления заготовок, имеющих цилиндрические поверхности, используют кулачковые поводковые и цанговые патроны (рис. 5.14). 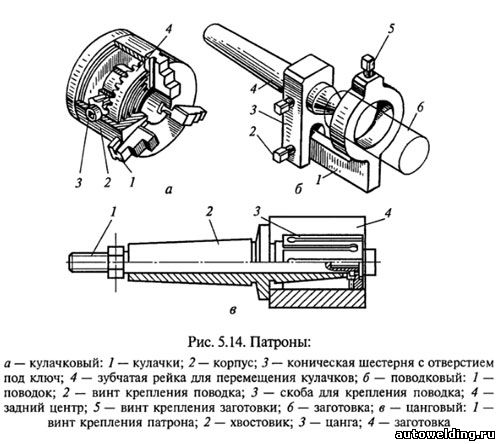
Значительного сокращения вспомогательного времени и повышения производительности труда при фрезеровании достигают благодаря применению механизированных и автоматизированных зажимных приспособлений, которые в условиях крупносерийного производства нередко используют вместе с загрузочными устройствами. 
При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из готовых нормализованных взаимозаменяемых деталей (рис. 5.15). После обработки на станке партии заготовок такое приспособление разбирают и из его деталей конструируют новые приспособления. Универсально-сборные приспособления позволяют значительно сократить сроки на проектирование и изготовление устройств, необходимых для закрепления заготовок, что особенно важно в условиях единичного и мелкосерийного производства. Приспособления, расширяющие возможности фрезерных станков. Делительные головки используют в основном на консольных и широкоуниверсальных станках для закрепления заготовки и поворота ее на различные углы путем непрерывного или прерывистого вращения. В зависимости от конструкции головки окружность заготовки может быть разделена на равные или неравные части. При нарезании винтовых канавок заготовке сообщаются одновременно непрерывное вращательное и поступательное движения, как, например, при обработке стружечных канавок у сверл, фрез, метчиков, разверток и зенкеров. Такие головки применяют при изготовлении многогранников, нарезании зубчатых колес и звездочек, прорезании пазов, шлиц и т. п. 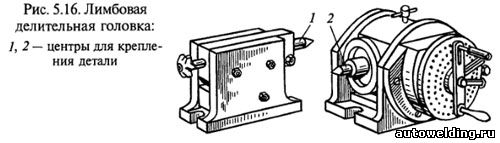
По принципу действия делительные головки подразделяют на лимбовые (простые и универсальные), оптические, безлимбовые и с диском для непосредственного деления. Лимбовые делительные головки 2 применяют для выполнения всех видов работ (рис. 5.16). Специальные приспособления, расширяющие технологические возможности фрезерных станков. Существуют две группы таких приспособлений: - не изменяющие основное назначение фрезерного станка (дополнительные и многошпиндельные фрезерные головки, головки для фрезерования реек, копировальные приспособления и т.п.);
- в корне меняющие характер выполняемых работ (долбежные, сверлильные и шлифовальные головки).
Некоторые специальные быстросъемные приспособления, монтируемые на горизонтально-фрезерных станках, показаны на рис. 5.17. 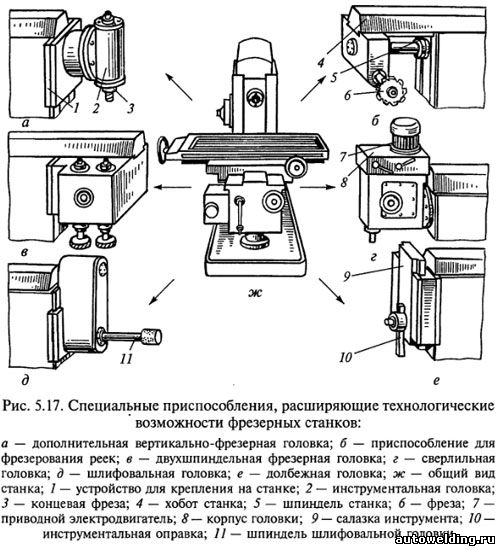
| 

