Кислородная резка стали больших толщин
Толщины стали более 300 мм принято называть большими. Основная особенность резки стали больших толщин состоит в том, что необходимо сформировать фронт окисления металла большой протяженности. Поэтому при резке металла большой толщины требуется специальная режущая аппаратура и особые приемы резки. Для достижения стабильных показателей производительности, качества резки струя режущего кислорода должна сохранять окислительную способность и кинетическую энергию на возможно большой длине по толщине разрезаемого металла, а мощность подогревающего пламени должна быть такой, чтобы обеспечить подогрев шлаков в нижней части разреза и защиту режущей струи от подсоса воздуха. Поэтому расход режущего кислорода и горючего газа предусматриваются намного большими, чем при кислородной резке стали обычных толщин. Резка выполняется, как правило, с использованием кислорода низкого давления, не более 392 кПа, мундштуки резаков имеют обычные цилиндрические сопла большого диаметра. Скорость истечения струи невысока (близка к звуковой). Струя большого диаметра обеспечивает окисление соответственно большего количества металла в верхней части разреза, чем улучшается прогрев металла в нижней части реза. Образующийся шлак заполняет раковины и пустоты, располагающиеся довольно часто в прибылях, в связи с чем кислородная струя не теряет устойчивости и не меняет направления пои резке металла с внутренними дефектами. Особое внимание рекомендуется уделять операциям, предшествующим резке. Место начала резки следует хорошо подогреть, причем нагреваемая зона должна простираться ближе к низу торцовой поверхности, чем к верху вдоль линии предполагаемого разреза. При резке металла больших толщин большое значение имеет момент врезания струи кислорода в металл. Начало резки значительно облегчается, если угол атаки будет на 2—3° больше прямого (рис. 26.2). В конце резки необходимо снизить скорость тележки и наклонить резак в противоположную сторону, что обеспечивает прорезание нижнего угла заготовки. 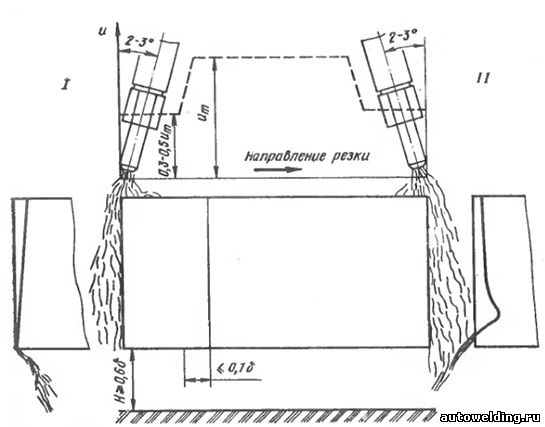
Рис. 26 2. Положение мундштука при резке стали больших толщин:
I - врезание (оптимальные режимы резки); II - врезание (неоптимальные режимы резки) Большое значение при резке металла больших толщин имеет подогревающее пламя. Для обеспечения прогрева шлаков в нижней части разреза и защиты струи кислорода от перемешивания с воздухом при резке стали толщиной более 1000 мм в резаках за режущим соплом располагают дополнительно сопло для подачи горючего газа. При резке металла толщиной более 2000 мм 65 % горючею газа подается в разрезе через дополнительное сопло. Режимы механизированной резки низкоуглеродистых и конструкционных сталей больших толщин приведены в табл. 26.5. Таблица 26.5 Режимы резки стали больших толщин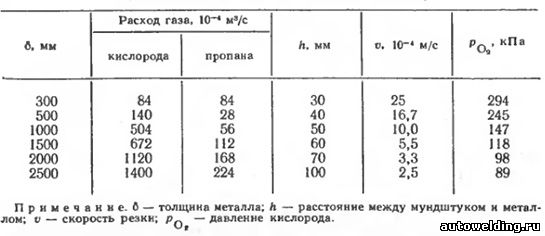
В настоящее время кислородная резка металла больших толщин применяется для обработки различного вида поковок, проката и отливок из низко-, средне- и высоколегированных марок сталей. При резке последних применяется способ кислородно-флюсовой резки. Зависимость расходов газов, железного порошка, скорости резки высоколегированной стали приведены на рис. 26.3. 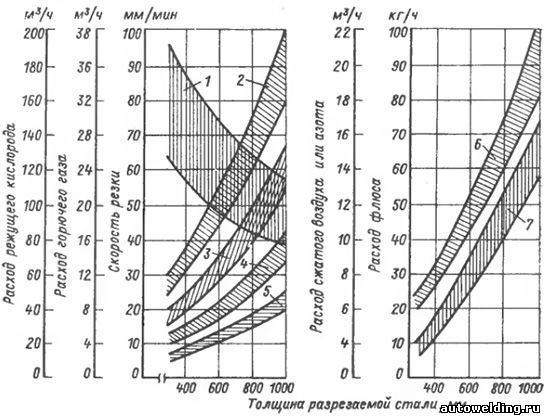
Рис. 26.3. Зависимость скорости резки (1), расходов газа [кислорода режущего (2). природного газа (3). ацетилена (4). пропана (5). флюса (б), воздуха (7)] от толщины разрезаемой стали. Волченко В.Н. "Сварка и свариваемые материалы". -М. 1996.
| 

