Механизированная кислородная резка
Для механизированной кислородной резки применяют специальные машины. ГОСТ 5614—58 установлены следующие типы стационарных и переносных машин для кислородной резки: МРЛ — машины резательные линейные для раскроя листов на полосы и вырезки преимущественно прямоугольных деталей; МРК — машины резательные прямоугольно-координатные для вырезки деталей и заготовок различных очертаний; МРШ — машины резательные шарнирные для фигурной резки; МРП — машины резательные параллелограммные, применяемые для одновременной вырезки нескольких одинаковых деталей и заготовок различной конфигурации; МРТ — машины резательные — тележки, движущиеся по листу или рельсовому пути, для вырезки прямоугольных, круговых и других криволинейных деталей и заготовок с большими радиусами кривизны. Машины типа МРТ представляют собой самоходные тележки, оснащенные резаком и имеющие в качестве привода электродвигатель, пружинный механизм или газовую турбинку. Эти машины при работе устанавливаются непосредственно на лист разрезаемого металла и перемещаются по его поверхности. На таких машинах может быть установлено от 1 до 3 резаков. Скорость резки на них равна от 50 до 1500 мм/мин в зависимости от толщины металла Направление перемещения тележки по намеченной линии реза осуществляется от руки, по линейке или по циркулю. На рис. 168 показаны переносные машины ПП-1 и ПП-2, относящиеся к типу МРТ (ГОСТ 5614—58). 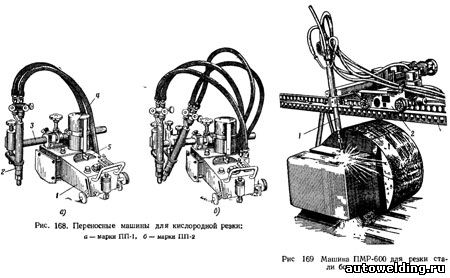
На корпусе 1 машины ПП-1 (рис. 168, а) имеется суппорт 3, в котором укреплен резак 2. Внутри корпуса расположен механизм с системой зубчатых колес, соединенных с электродвигателем 4 мощностью 50 вт и передающих вращение вала двигателя валу ведущего ролика тележки. Скорость передвижения тележки можно регулировать, изменяя число оборотов вала электродвигателя посредством реостата 5, включенного в цепь обмотки якоря. Если на суппорт 3 установить два резака, причем один из них под углом до 40 то можно за один проход разрезать лист и скашивать его кромку. Машина ПП-2 снабжена двумя резаками (рис. 168, б). Машиной ПП-2 можно также вырезать полосы из листов и фланцы достаточно большого диаметра, при котором разница в длинах путей, проходимых внешним и внутренним резаками, не оказывает заметного влияния на процесс резки. Для резки металла большой толщины, превышающей 300 мм, большое значение имеет сохранение постоянства положения оси режущей струи кислорода и скорости ее перемещения относительно кромки разреза. При изменении этих параметров в нижней части слитка резка может приостановиться и шлаки заполнят прорезанный участок, нарушив весь процесс. Для резки металла больших толщин—от 200 до 600 мм — ВНИИ-Автогеном разработана машина П.МР-600 (рис. 169), состоящая из тележки 2, которая движется по направляющим 3 вместе с резаком 1, укрепленным на ее суппорте. Привод тележки осуществляется от электродвигателя. Изменение скорости перемещения тележки можно производить в пределах от 12 до 450 мм/мин. Существует много конструкций переносных машин. К ним относятся, например, машины для вырезки фланцев; машины для резки на вертикальной плоскости, снабженные магнитными присосами; самоходные головки, перемещающиеся по гибкому рельсу, которому придается предварительно форма намеченной линии реза; легкие машины, перемещаемые под действием пружинного механизма и др. Стационарные машины для кислородной резки применяются при массовой заготовке деталей под сварку, при вырезке однотипных заготовок, сложном раскрое листов и прочих работах в заготовительных отделениях металлообрабатывающих и сварочных цехов. В промышленности нашли распространение различные системы машин для кислородной резки (рис. 170). 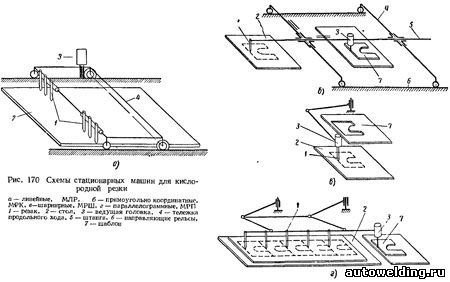
В шарнирной режущей машине типа МРШ (рис. 170, в) перемещение резака по заданному контуру обеспечивается сочетанием перемещений двух вертикальных шарнирных рычагов. Один рычаг имеет неподвижный шарнир на колонне машины, а второй—шар- нирно связан с качающимся концом первого рычага. На свободном конце второго рычага укреплен вертикальный резак 1 и ведущий копирный ролик головки 3. Оси режущего мундштука резака и ролика совпадают и находятся на одной вертикальной линии. Параллелограммные машины МРП (рис. 170, г) имеют два шарнирно связанных рычага. Обе системы рычагов соединены между собой двумя параллельными штангами одинаковой длины, образуя параллелограмм. На наружной штанге укрепляются резаки 1, которых может быть до 20 шт. К этой же штанге укреплена ведущая головка 3 с копирным роликом, перемещающимся по кромкам шаблона 7, очертания которого будут в точности повторять все резаки, установленные на штанге. Линейные резательные машины МРЛ (рис. 170, а) имеют очень простую схему и состоят из двух тележек, жестко соединенных между собой поперечной траверсой. На траверсе устанавливаются и закрепляются до 6—8 вертикальных резаков. Одна из тележек является ведущей и имеет привод от электродвигателя. Тележка вместе с траверсой и установленными на ней резаками перемещается с заданной скоростью прямолинейно по двум направляющим рельсам станины машины. На рис 171, с показана машина АСШ-2 шарнирного типа, предназначенная для массовой вырезки однотипных деталей по шаблону методом копирования контура магнитным направляющим роликом На массивной колонне машины 1 укреплены шарнирные рычаги 2 и 3, легко вращающиеся на шариковых подшипниках В верхней части наружного рычага 3 установлены электродвигатель 7 и ведущая головка, на которой расположена магнитная катушка 5 Внутри катушки может вращаться стальной палец с рифленым концом Этот палец при прохождении тока по обмотке катушки намагничивается и, притягиваясь к кромке стального шаблона 6, катится по ней, описывая фигуру шаблона. 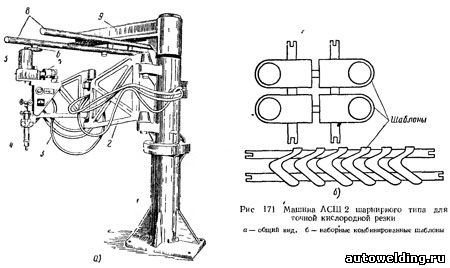
Шаблоны крепятся к штангам 8, находящимся на_хоботе машины 9 В нижней части шарнирного рычага 3 укреплен резак 4, воспроизводящий на поверхности разрезаемого листа фигуру, которая по своим размерам и очертаниям соответствует форме и размерам шаблона 6 Струя кислорода вырезает эту фигуру из листа, уложенного на столе перед машиной горизонтально Машина АСШ-2 позволяет вырезать из листов детали размером 750—1500 мм любой формы при толщине листа до 100 мм Точность резки очень высокая и достигает ±0,3—0,5 мм от заданного размера В процессе эксплуатации машины АСШ-2 на ряде заводов с целью экономии времени и уменьшения отходов металла при вырезке мелких однотипных деталей стали применять наборные комбинированные шаблоны. Использование таких шаблонов (рис. 171, б) исключает необходимость передвижения их или листа при вырезке каждой новой детали. Машиной прямоугольно-координатного типа МРК является резательная машина АСП-1, устройство которой показано на рис. 172. Основой машины является стол 1, на котором установлен шаблон 10, соответствующий по форме и размерам вырезаемой детали. Ведущая головка машины снабжена магнитной катушкой 8, внутри которой помещается магнитный палец, приводимый во вращение от электродвигателя 7 через систему зубчатых колес передаточного механизма, заключенного в корпусе ведущей головки. Движение магнитного пальца по плоскости стола в точности повторяется резаком 3, укрепленным на суппорте второго конца штанги 5. Эта штанга с помощью двух продольных кареток 2 и 9 и поперечной каретки 6 может перемещаться в любом направлении относительно положения шаблона на столе 1. 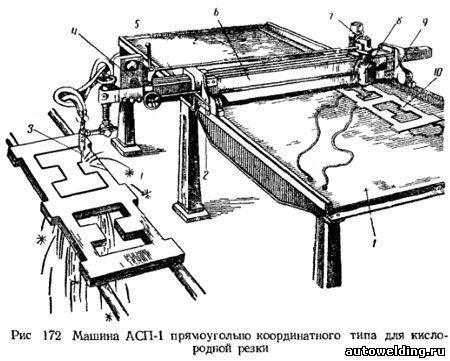
Ведущие и опорные ролики кареток и штанги снабжены шарикоподшипниками для максимального снижения сопротивления сил трения в этих узлах. Для управления работой машины служит щиток 4, на котором расположены выключатели электродвигателя, указатель скорости перемещения резака, а также рычаги и маховички для ручного управления процессом резки. Машиной АСП-1 можно вырезать детали из стальных листов толщиной от 5 до 200 мм при ширине листов до 1500 мм. Длина линии разреза в направлении, параллельном продольной оси станка, ограничивается только длиной направляющих рельсов. Машина АСП-1 может оснащаться суппортом с несколькими резаками. В этом случае ею можно резать полосы, а также выполнять односторонний и двухсторонний скос кромок под сварку, совмещая эту операцию с разделительной резкой листа или обрезкой его кромок. 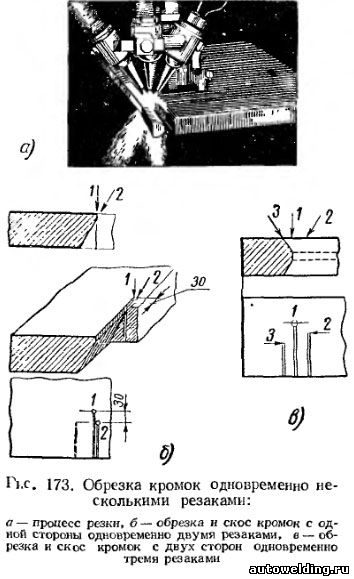
На рис. 173 показан процесс резки кромок двумя и тремя резаками одновременно; цифрами и стрелками указано расположение резаков. Если все три резака расположены вертикально, то на машине можно одновременно вырезать три одинаковые детали, работая с одним шаблоном. При использовании на этих машинах наборных шаблонов процесс резки листа значительно ускоряется и производительность режущего станка во много раз возрастает за счет сокращения времени, затрачиваемого на вспомогательные операции, связанные с передвижкой шаблонов или листа при вырезке следующей детали. Машиной АСП-1 также вырезаются детали по разметке, причем направление реза изменяется посредством ручного управления. В этом случае на поперечной каретке 6 машины устанавливается механическая головка, снабженная рифленым ведущим роликом, который катится по поверхности стола 1 и перемещает каретки 6, 2 и 9 с укрепленным на штанге 5 резаком 3 в нужном направлении. Для изменения направления перемещения резака изменяют направление плоскости качения ведущего ролика. При этом каретка и резак перемещаются в том направлении, в котором катится ведущий ролик. В табл. 73 приводятся режимы резки машиной АСП-1. 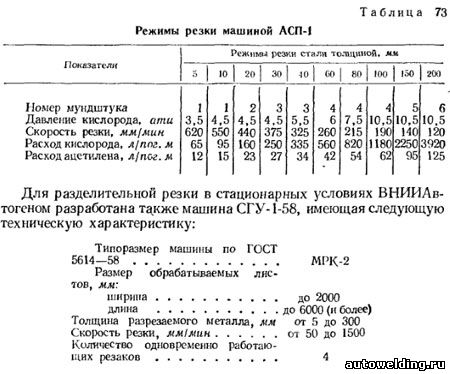
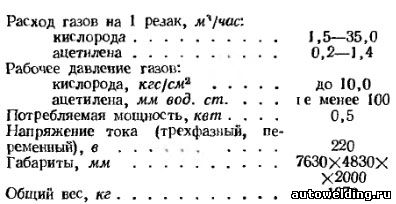
Завод-изготовитель—Одесский завод автогенного машиностроения. Современные стационарные машины для кислородной резки также снабжаются специальными головками для фотоэлектронного копирования. В этом случае при резке на автомате вместо шаблона можно использовать чертеж детали, выполненный тушью на белом листе бумаги. Фотоэлектронная головка перемещается над чертежом и благодаря имеющемуся в ней следящему устройству с фотоэлементом автоматически движется точно вдоль нанесенной на чертеже черной линии, а резак повторяет контур фигуры чертежа, вырезая деталь заданной формы. Применение фотоэлектронного привода значительно упрощает и удешевляет изготовление шаблонов для резки, что имеет особое значение при индивидуальном или мелкосерийном производстве и резке деталей больших габаритов. По этому принципу строятся также масштабные машины, позволяющие иметь шаблон небольшого размера, по которому можно вырезать деталь, превышающую размеры шаблона в несколько раз. Применяются также стационарные режущие машины с программным управлением, выполняющие весь процесс резки детали автоматически в соответствии с заданной программой работ, записанной на специальной ленте командного механизма. На рис. 174 приведена принципиальная схема резательной машины с программным управлением, построенной английскими фирмами «Бритиш оксиджен компани» и «Ферранти». Контур вырезаемой детали вычерчивается на листе бумаги в прямоугольных координатах. Затем составляется программная таблица резки с указанием скорости резки, длительности начального подогрева и пр., а также координат точек контура реза. После этого программная таблица кодируется условным цифровым шифром, который переносится на ленту путем пробивки на ней отверстий (перфорации). 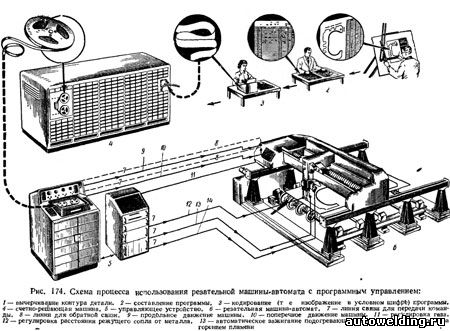
Сочетание пробитых на ленте отверстий соответствует зашифрованным данным таблицы процесса резки. Затем перфорированная лента поступает в программирующее устройство, которое превращает условные знаки шифра в электрические импульсы. Эти импульсы передаются в счетно-решающую машину, которая определяет координаты линии реза, записываемые на магнитную пленку. Пленка поступает в расшифровывающее устройство, находящееся на газорезательной машине и представляющее собой магнитную головку с усилителем, подающую сигналы соответствующим сервомоторам, установленным в движущих каретки механизмах. Эти механизмы расположены на координатных осях машины. В данной машине автоматизированы процессы зажигания и гашения пламени, пуск и прекращение режущей кислородной струи, подвод резака к начальной точке, а также регулирование параметров резки: расстояния сопла от металла, скорости резки, мощности и состава подогревающего пламени и пр.
| 

